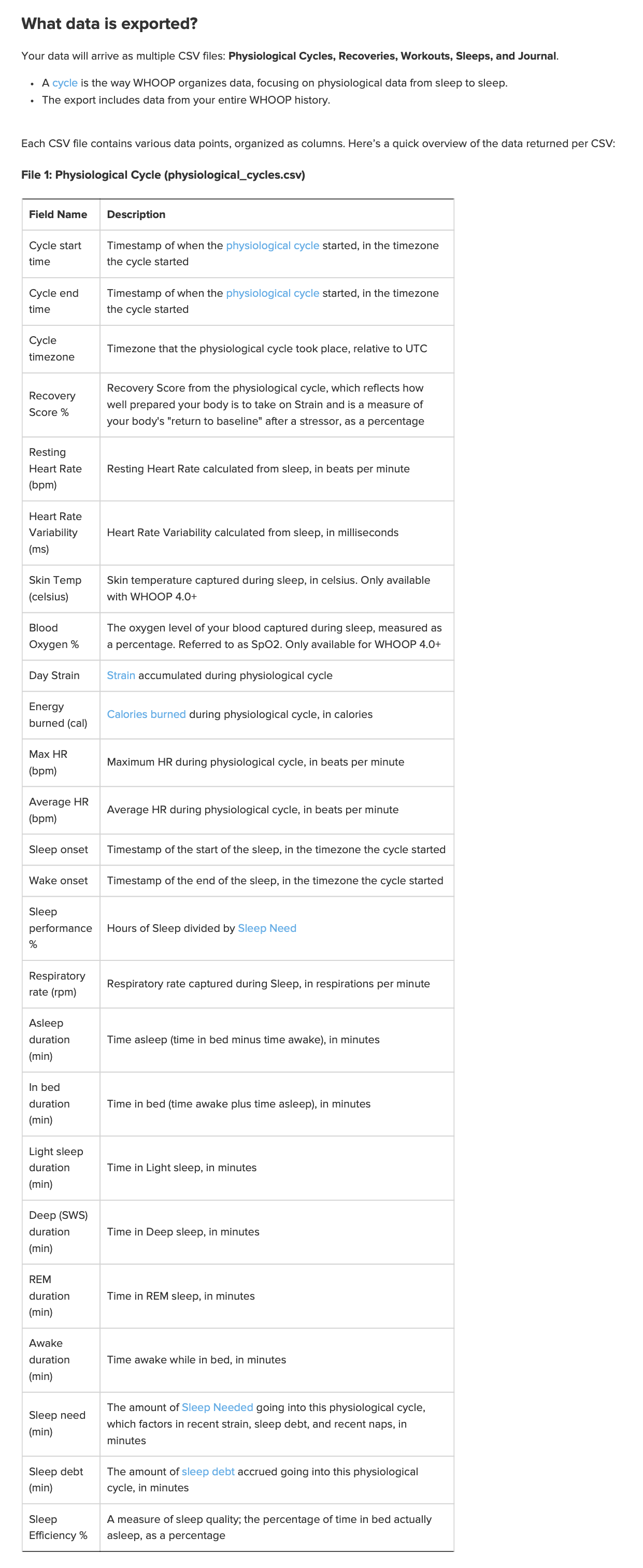
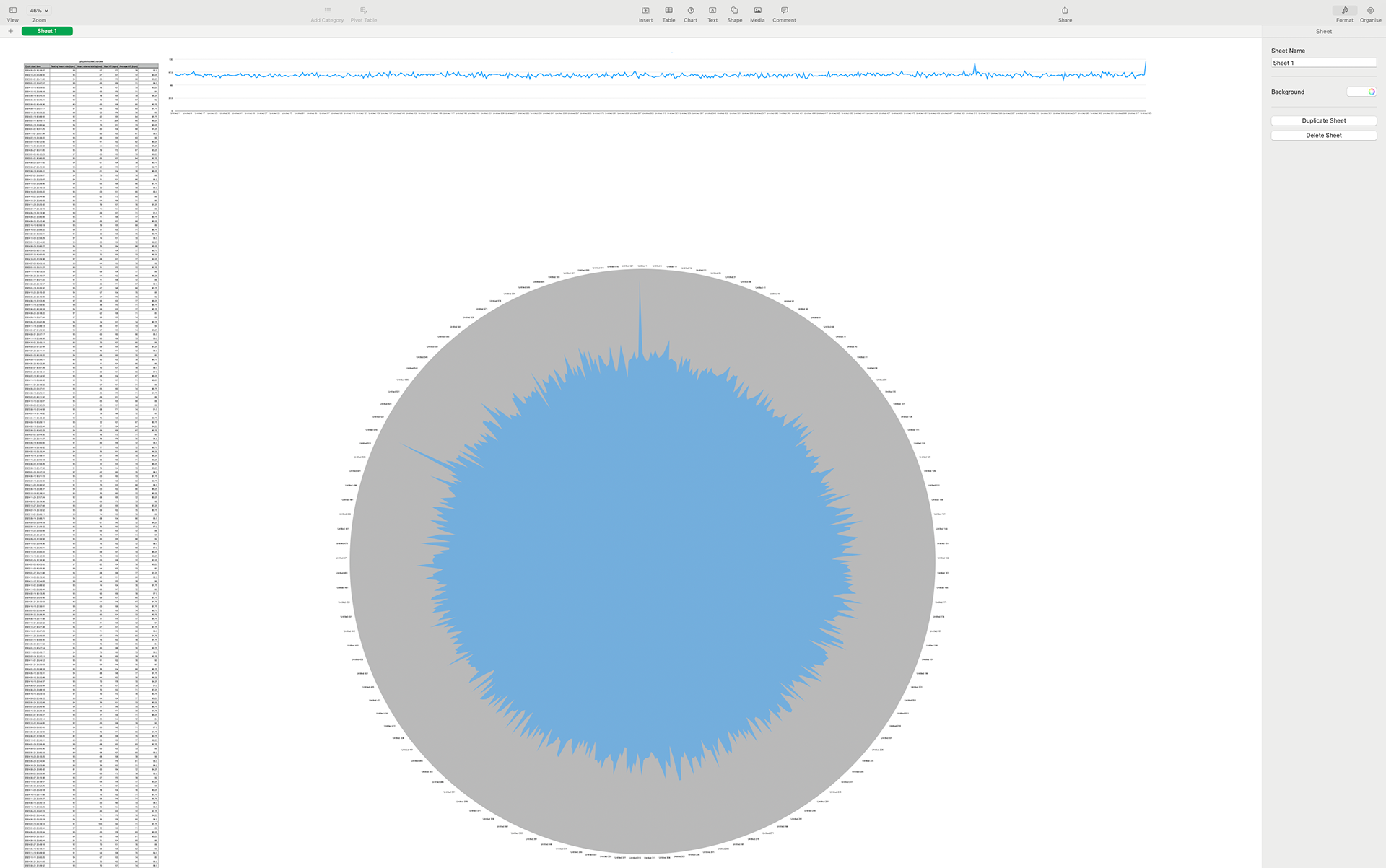
Screenshot of some of the data and both charts
Import
Select to delete
Export
Import
Select to delete
Export
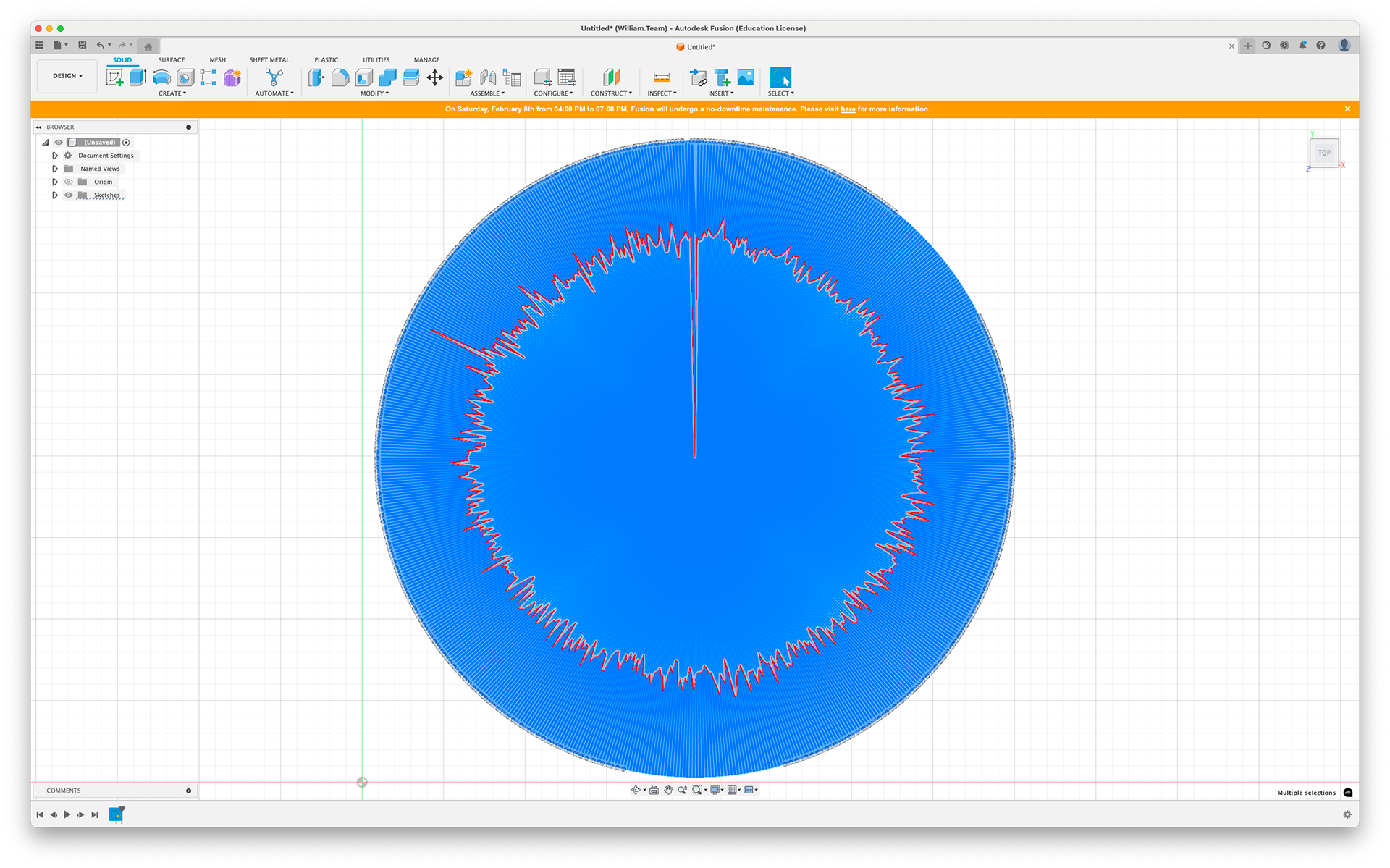
Line Chart Revolve
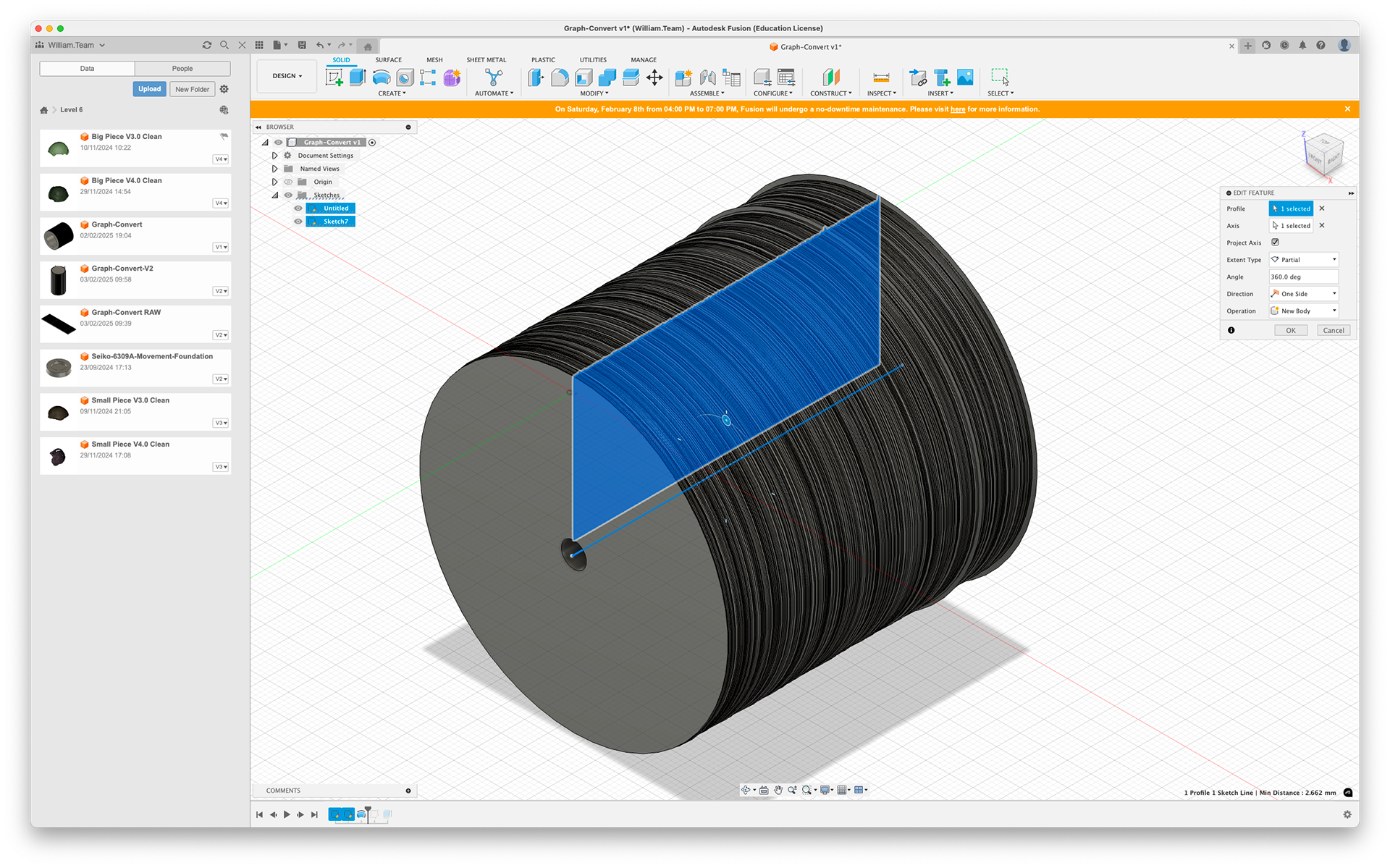
Line Chart Revolve
Line Chart Revolve
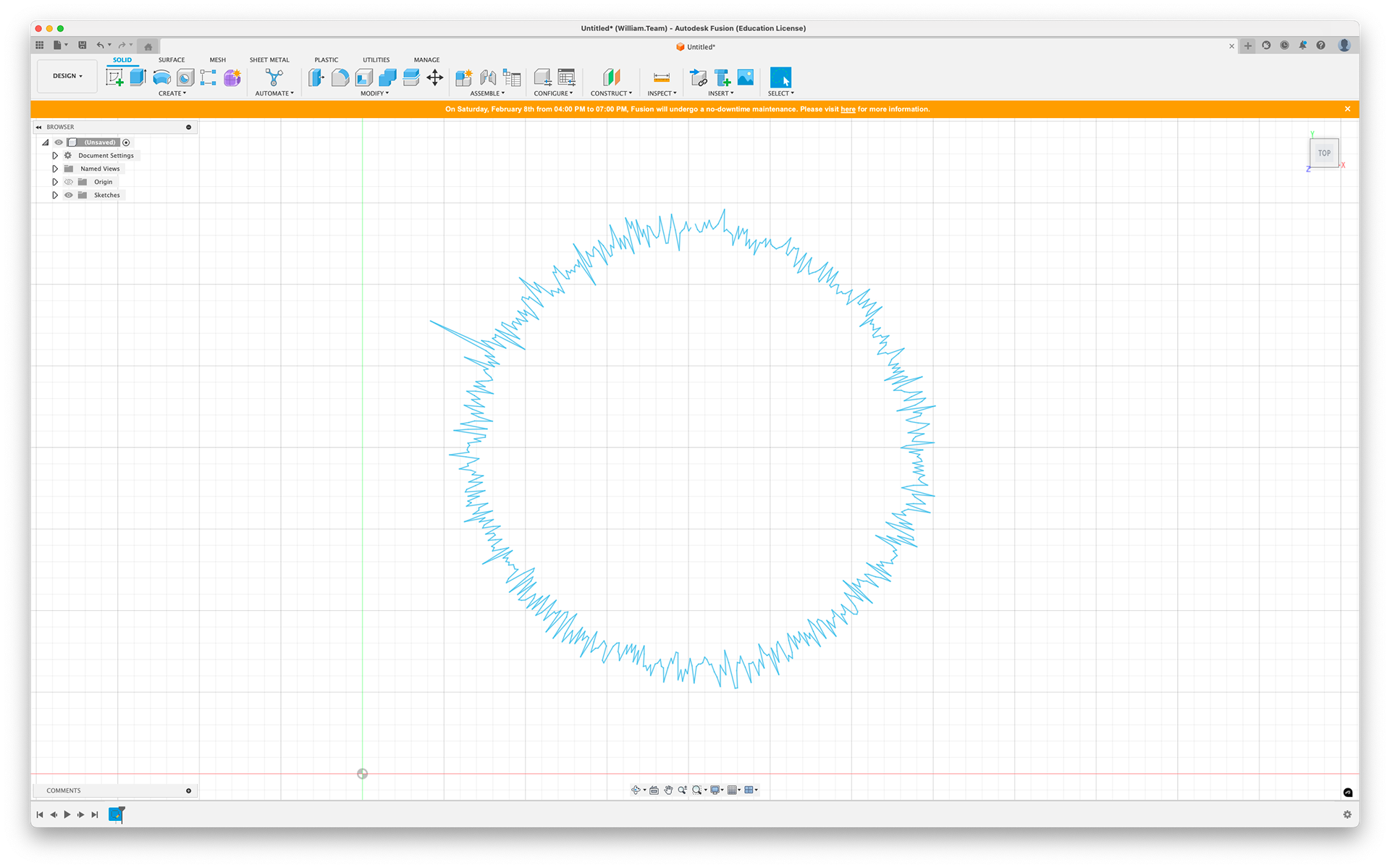
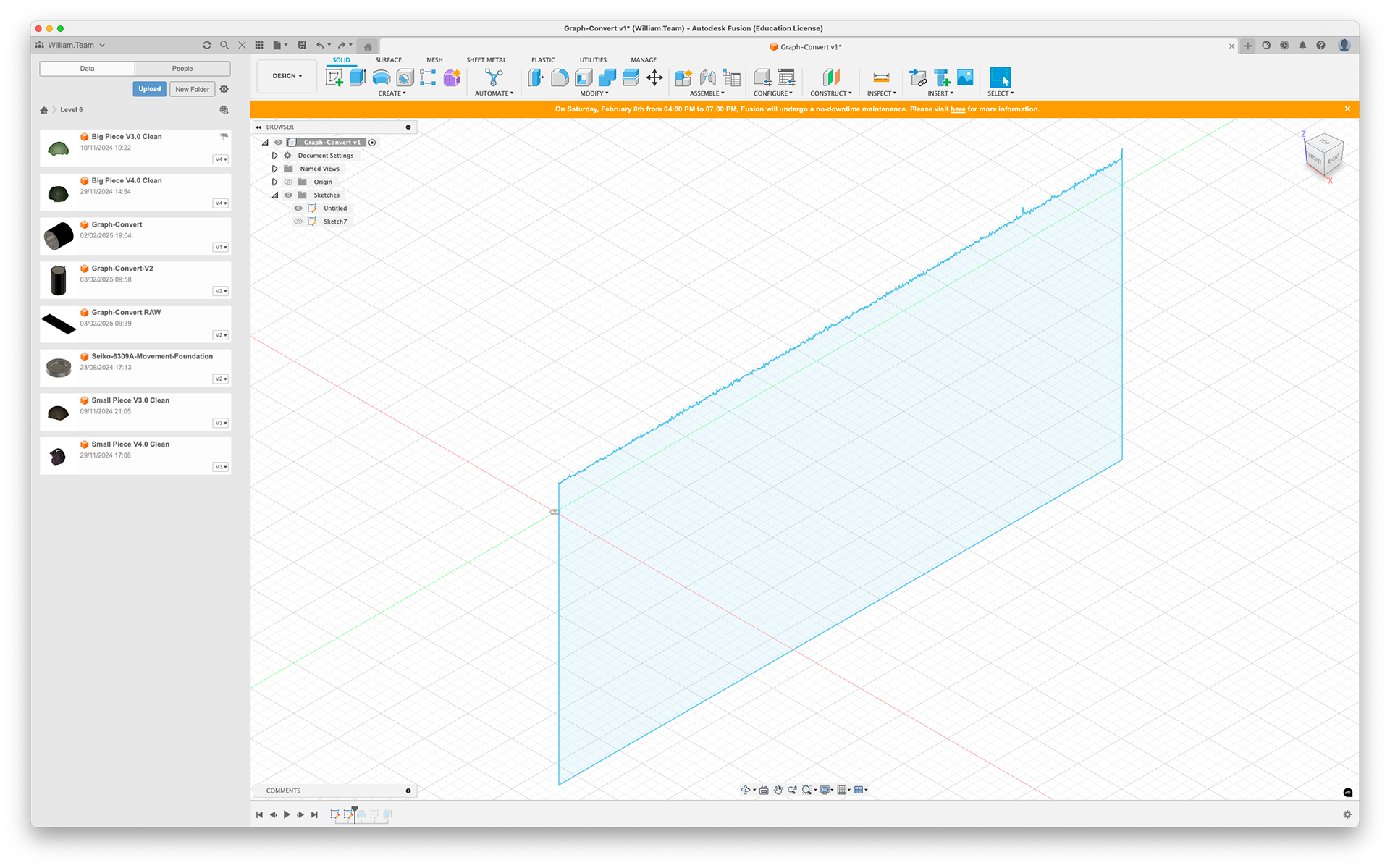
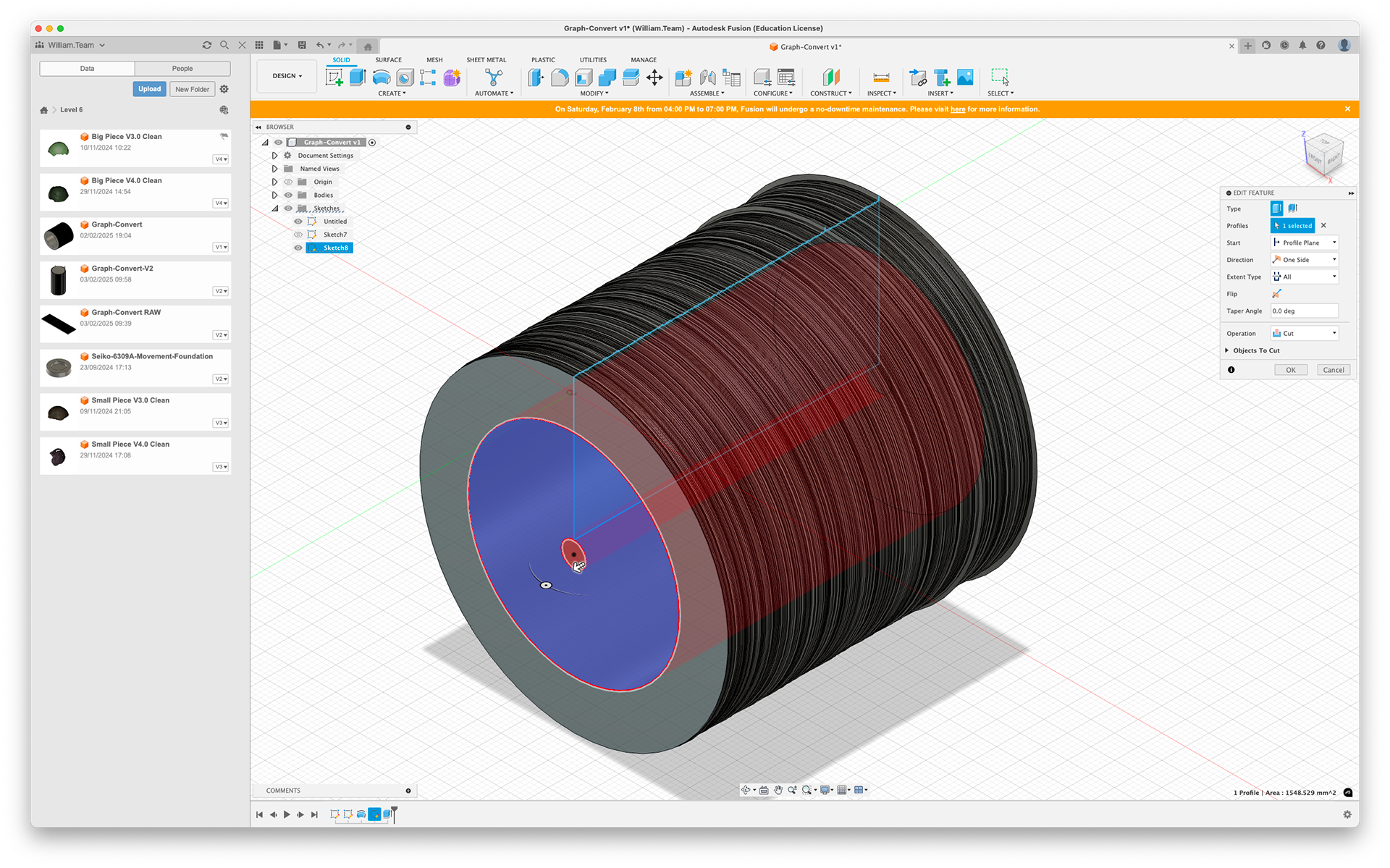
Line Chart Plane
Radar Chart Extrude
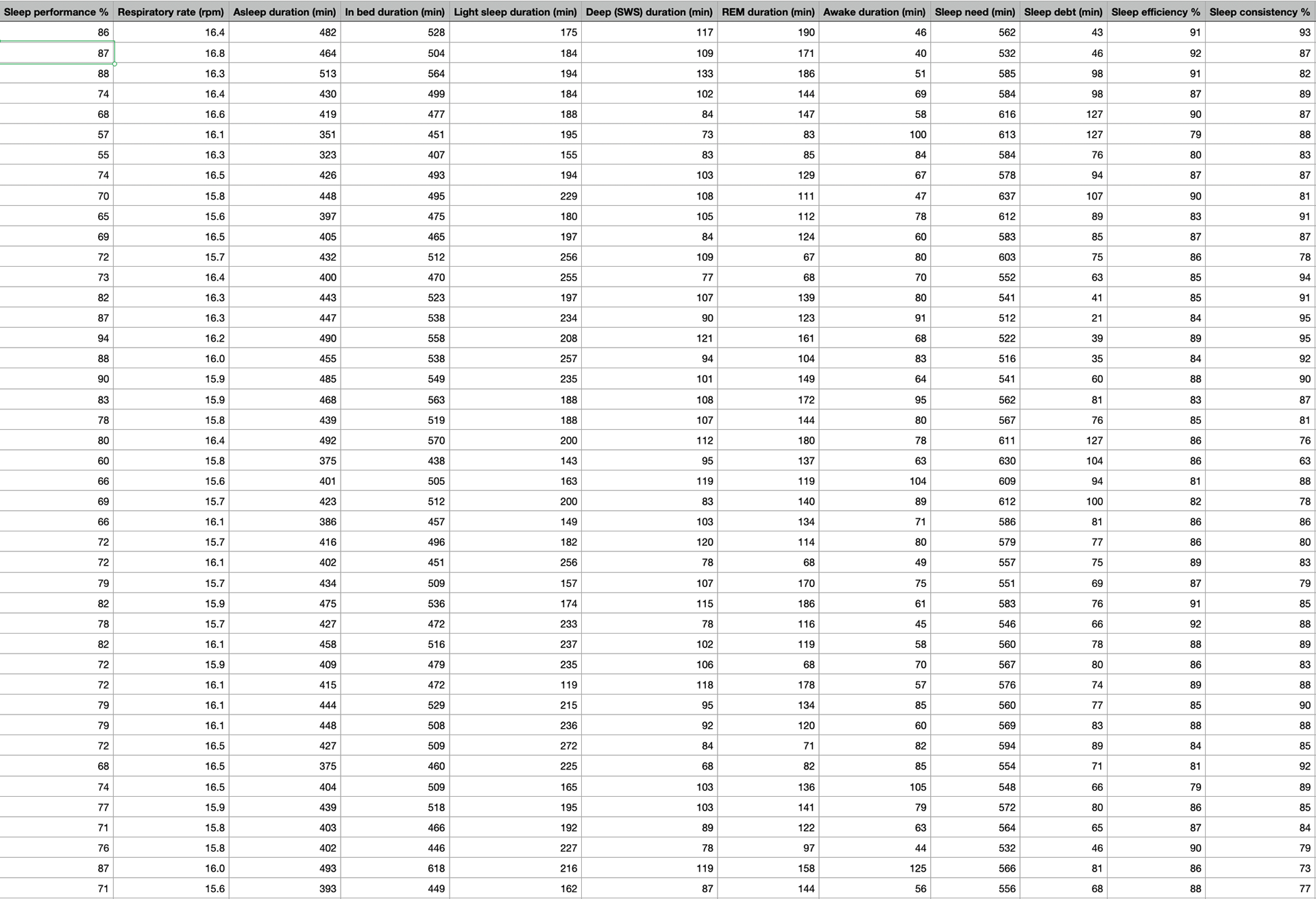
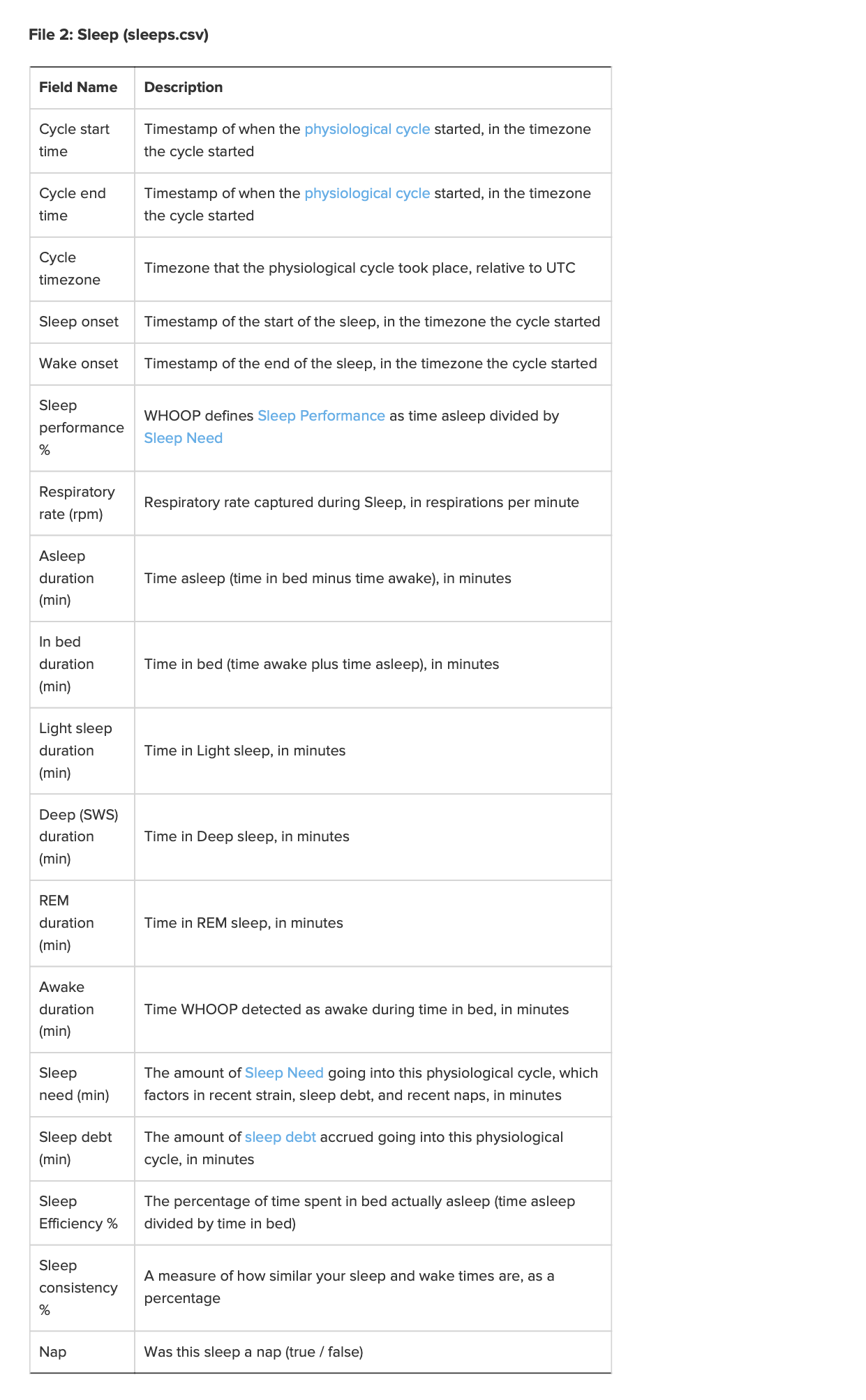
Screenshot of a portion of the sleep data.
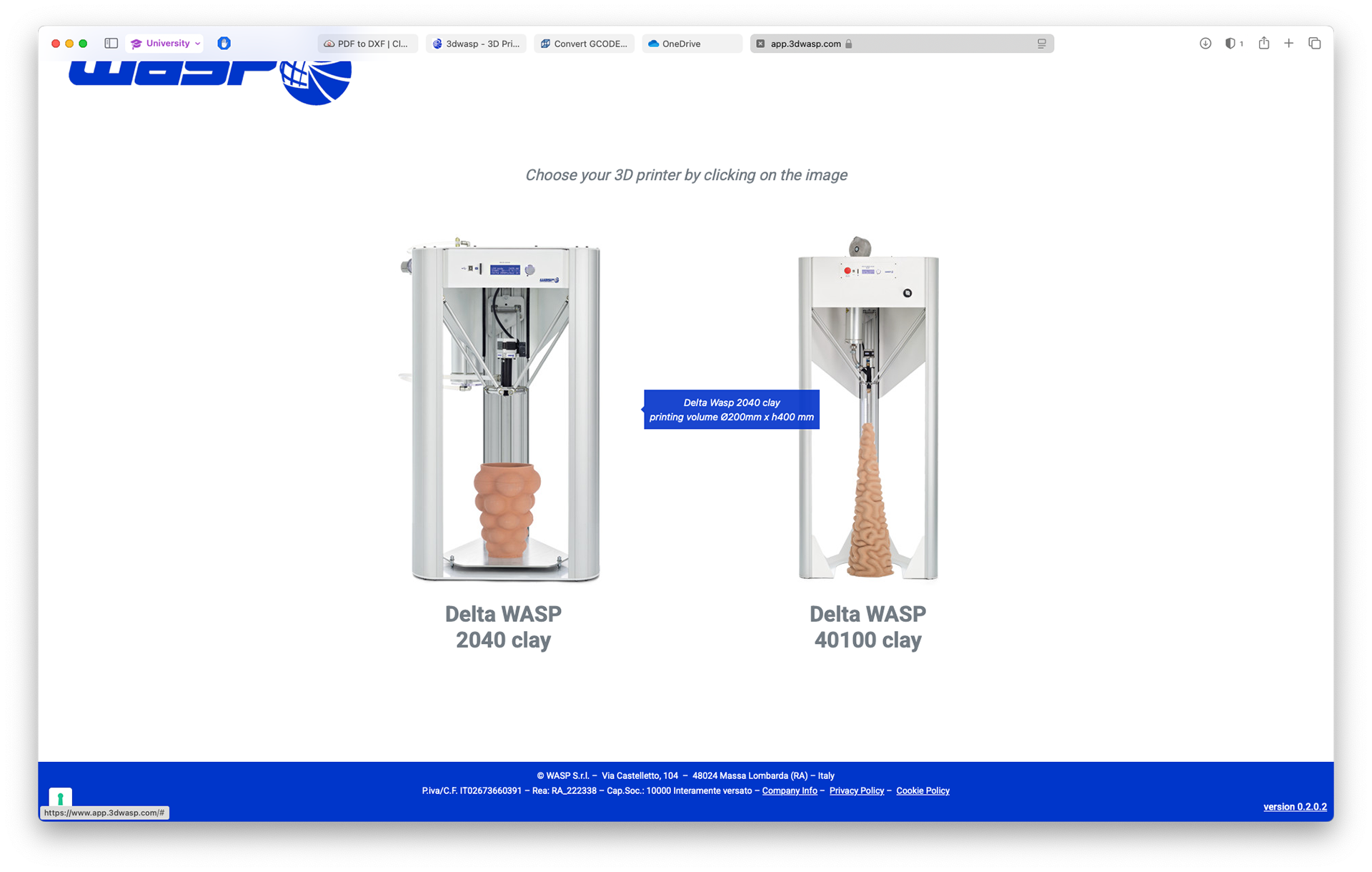
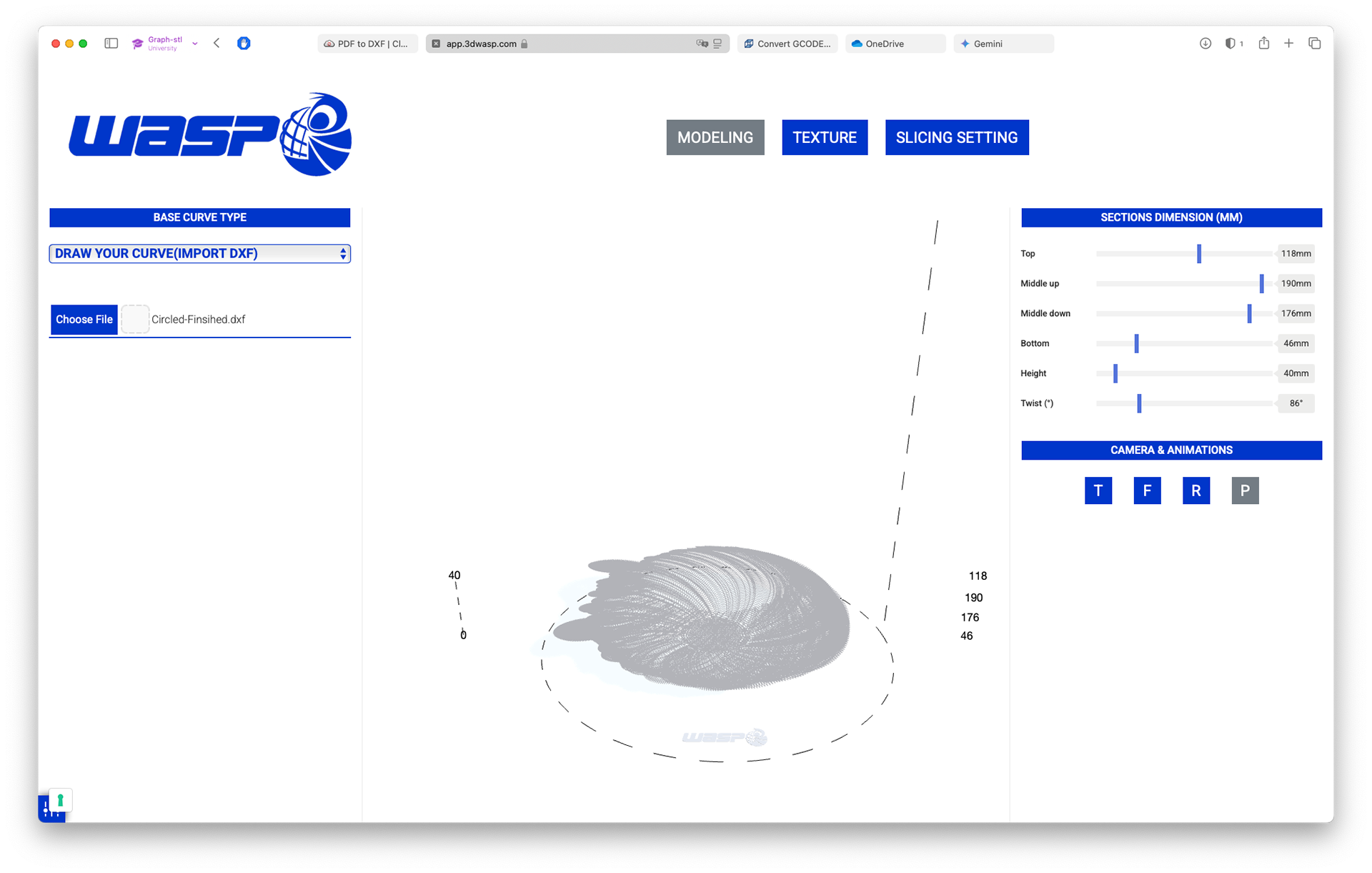
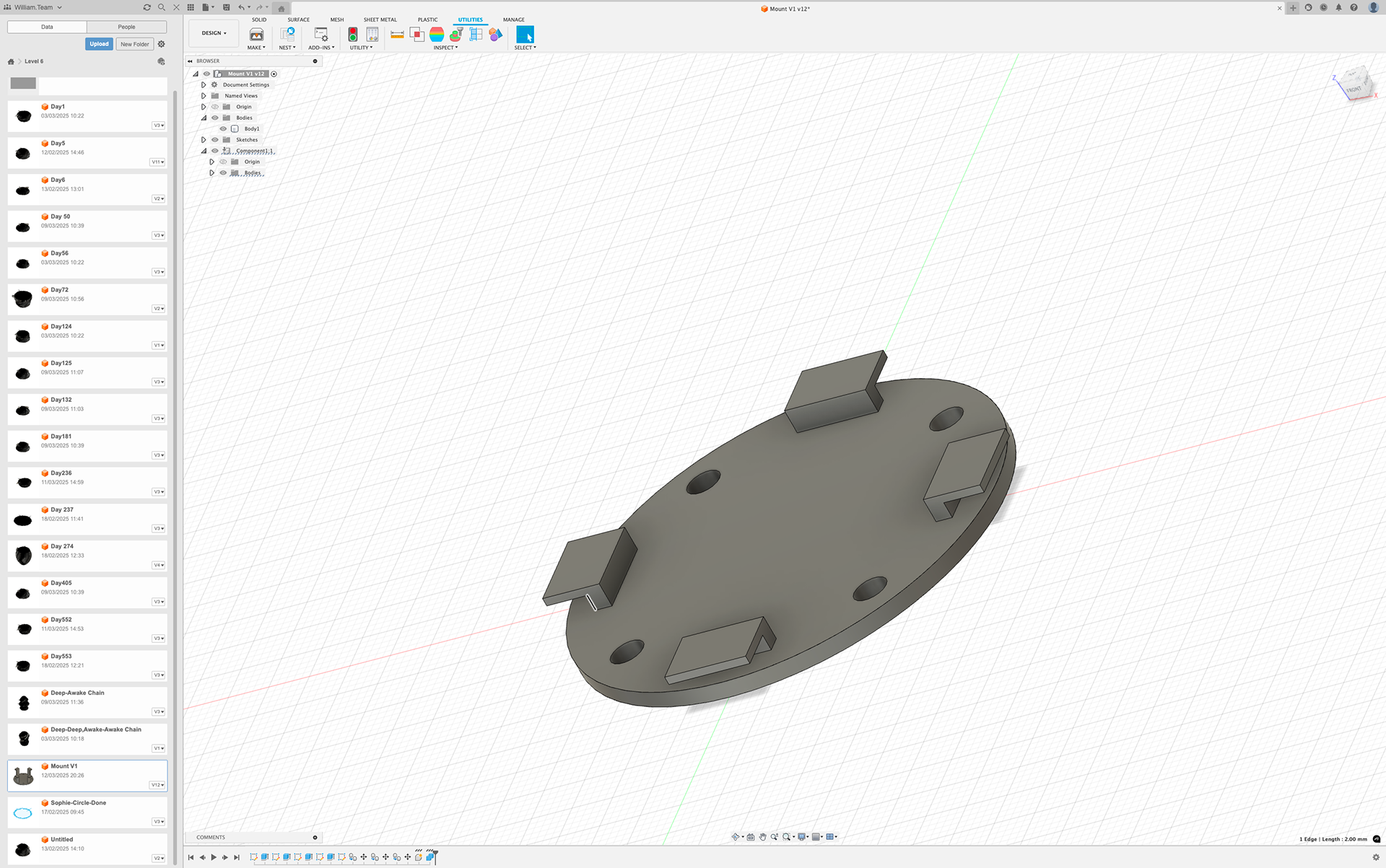
The two machines the software is designed for
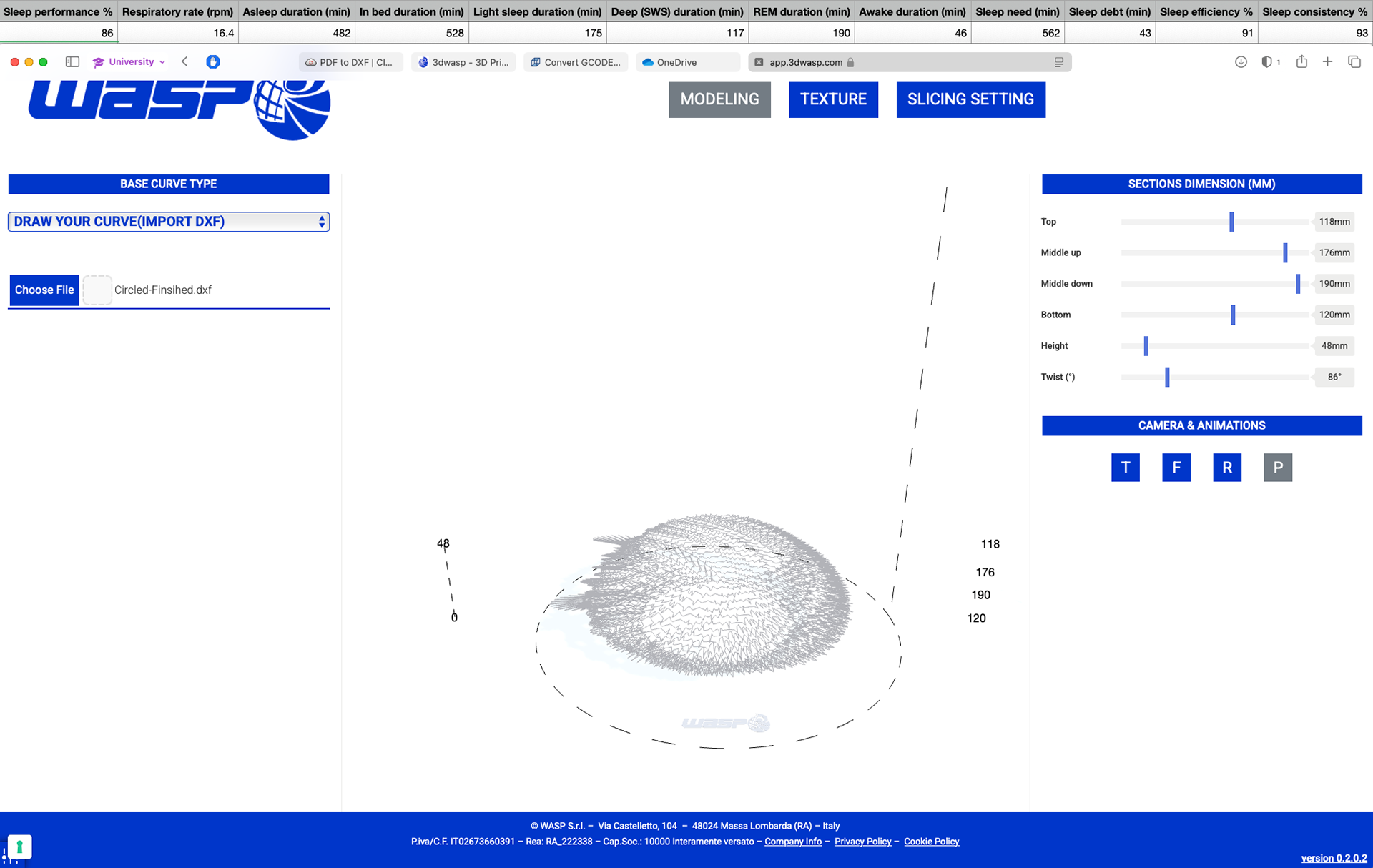
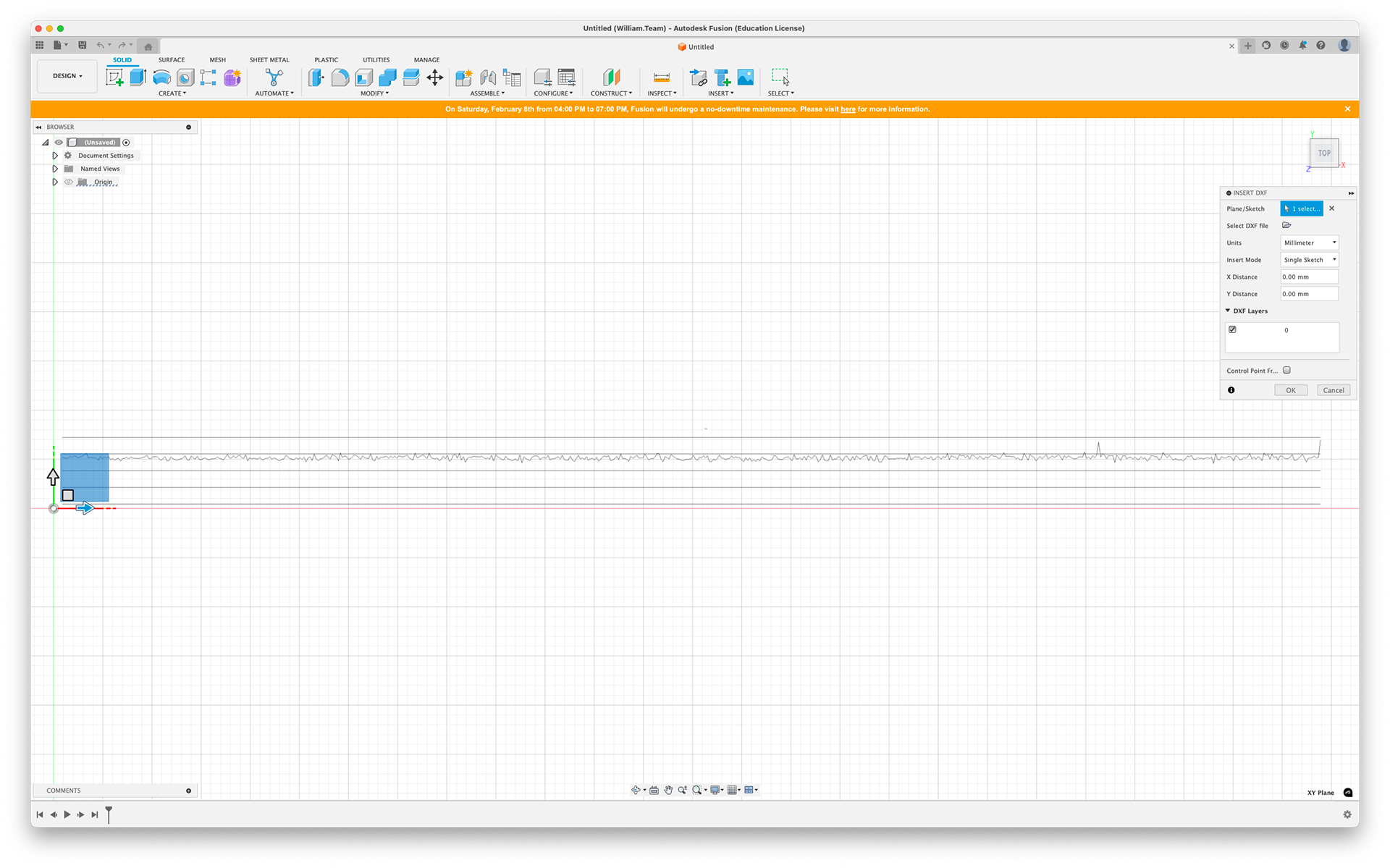
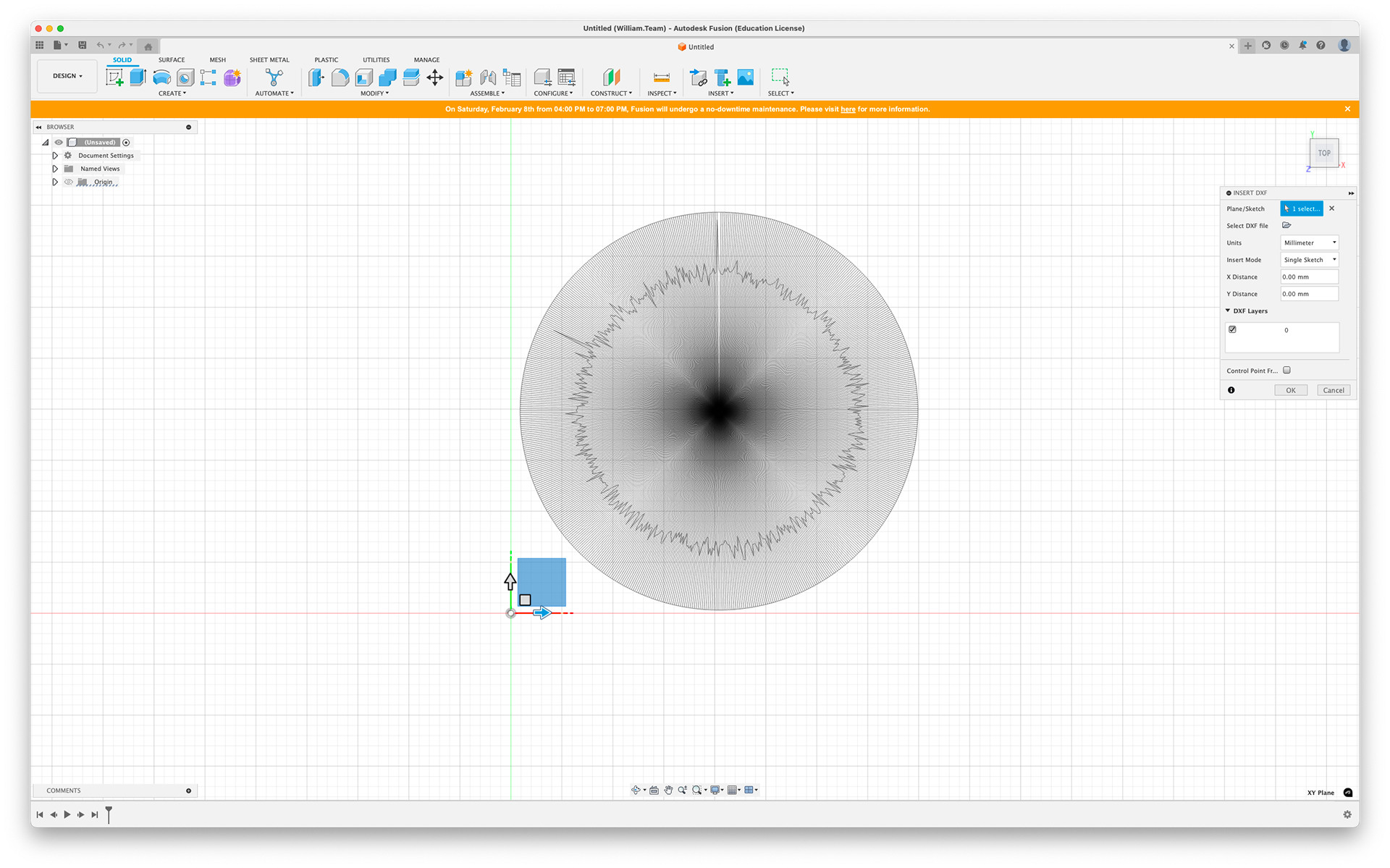
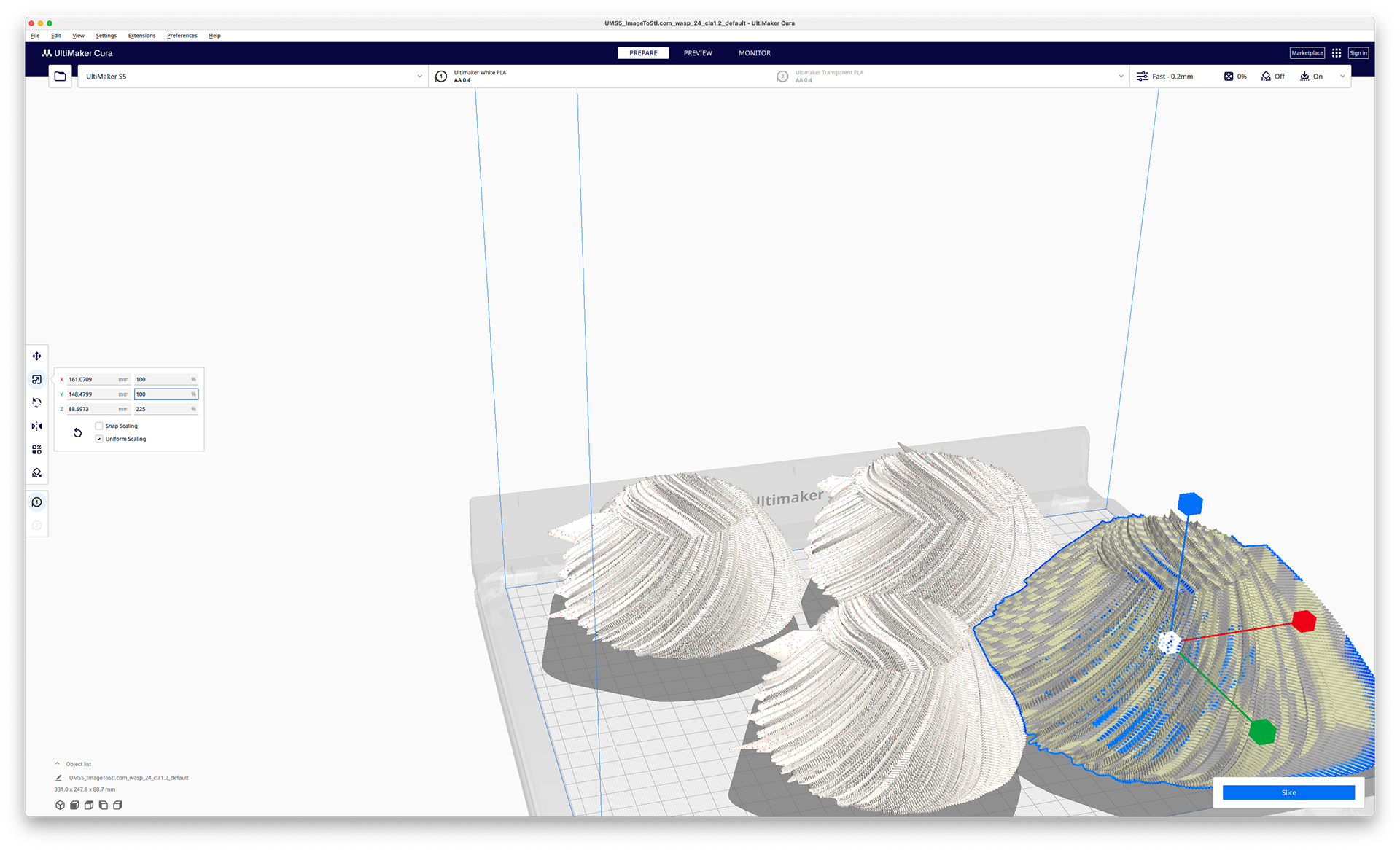
The dxf import and model settings
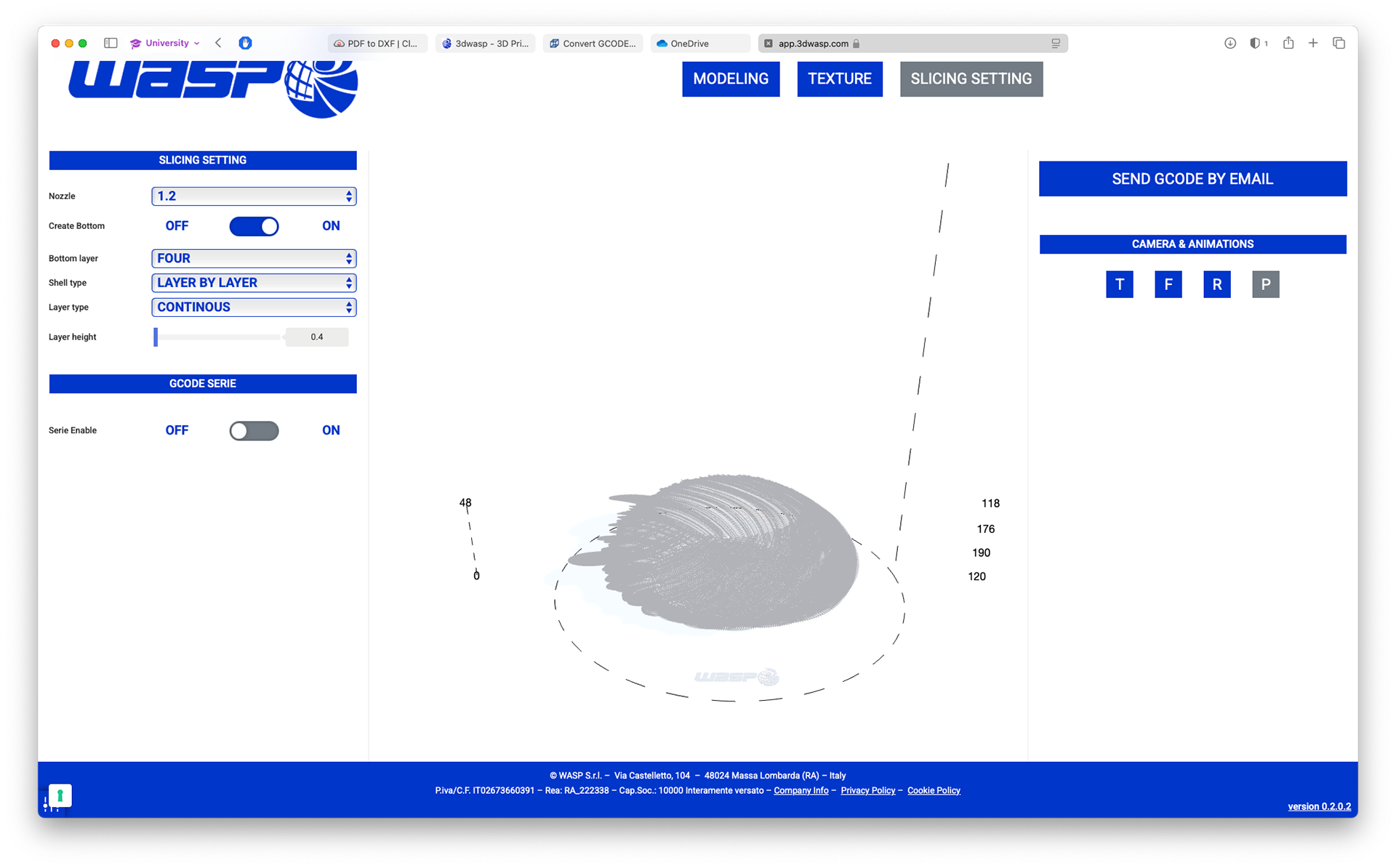
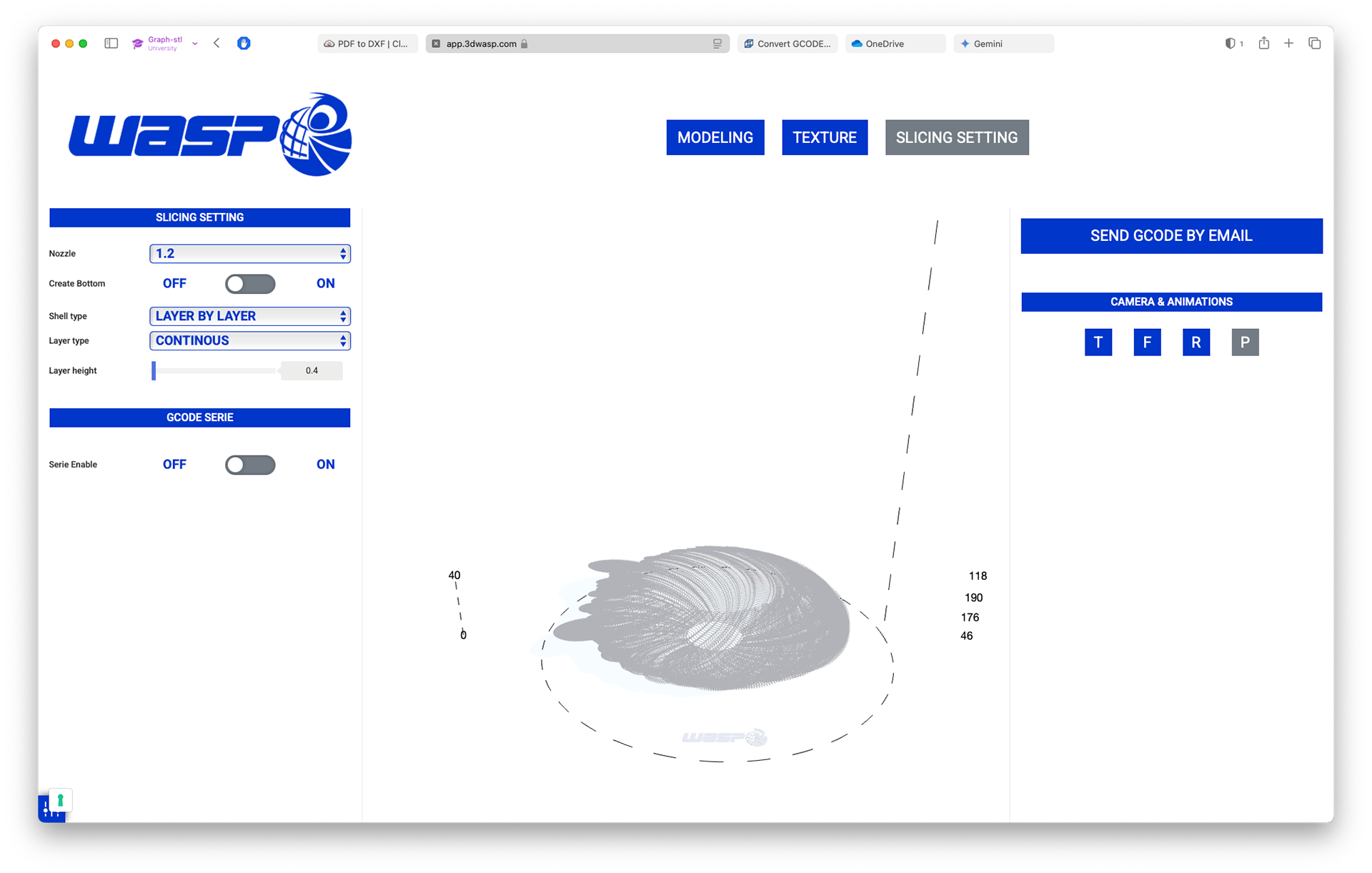
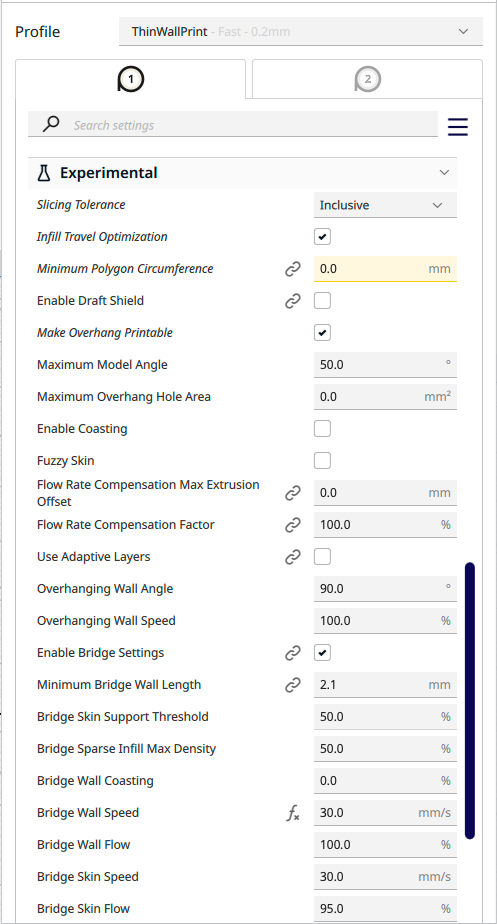
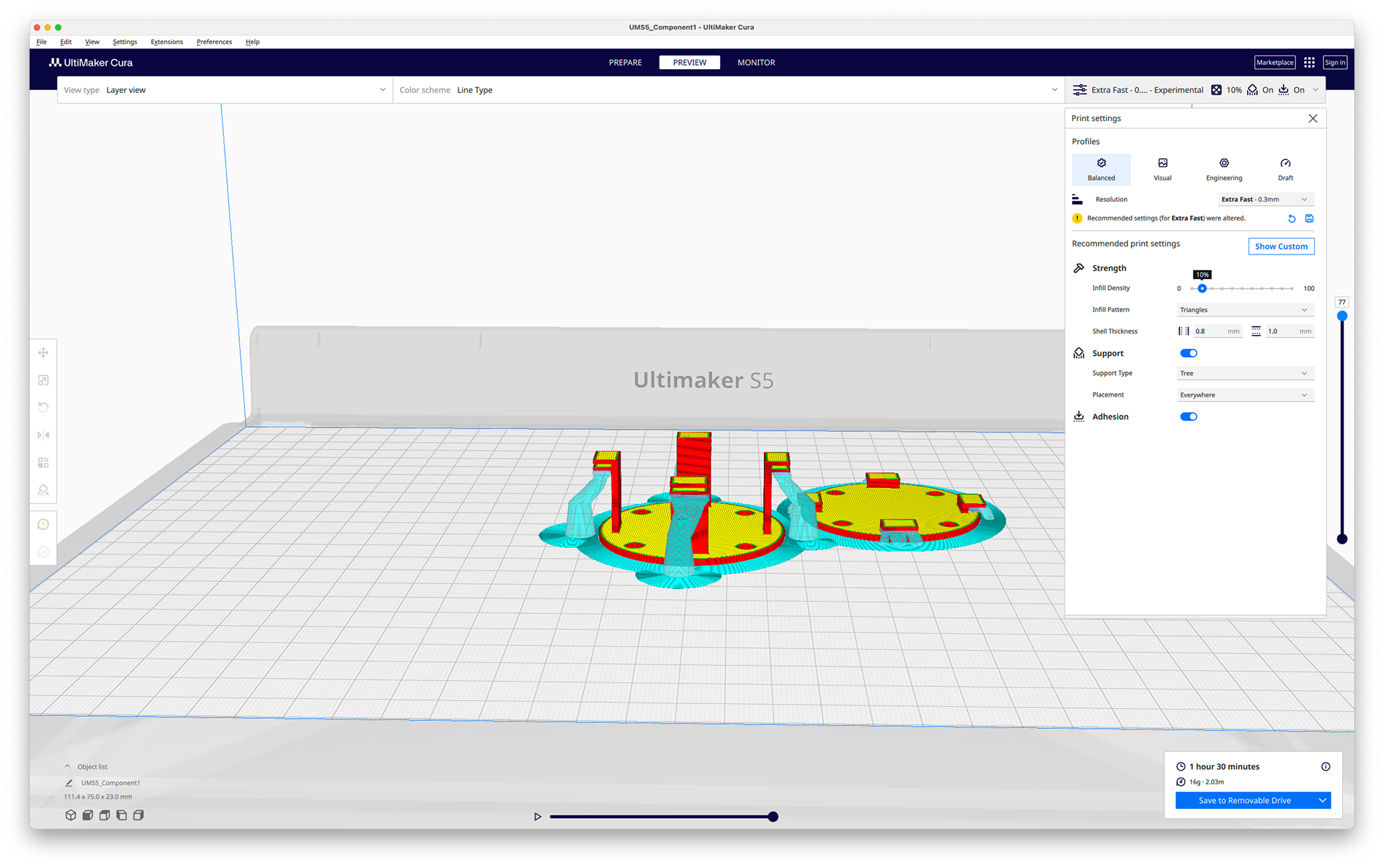
The slicing settings
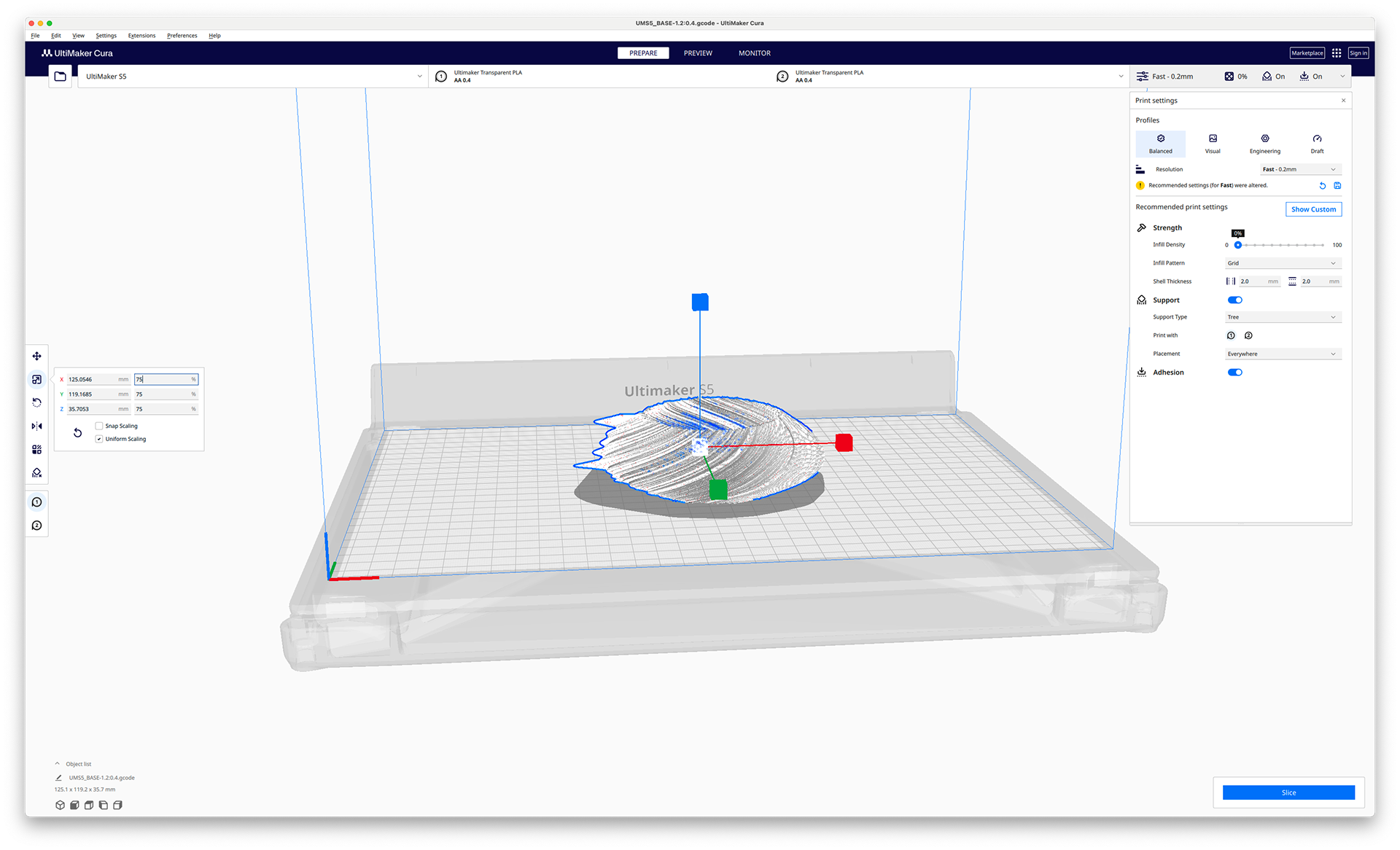
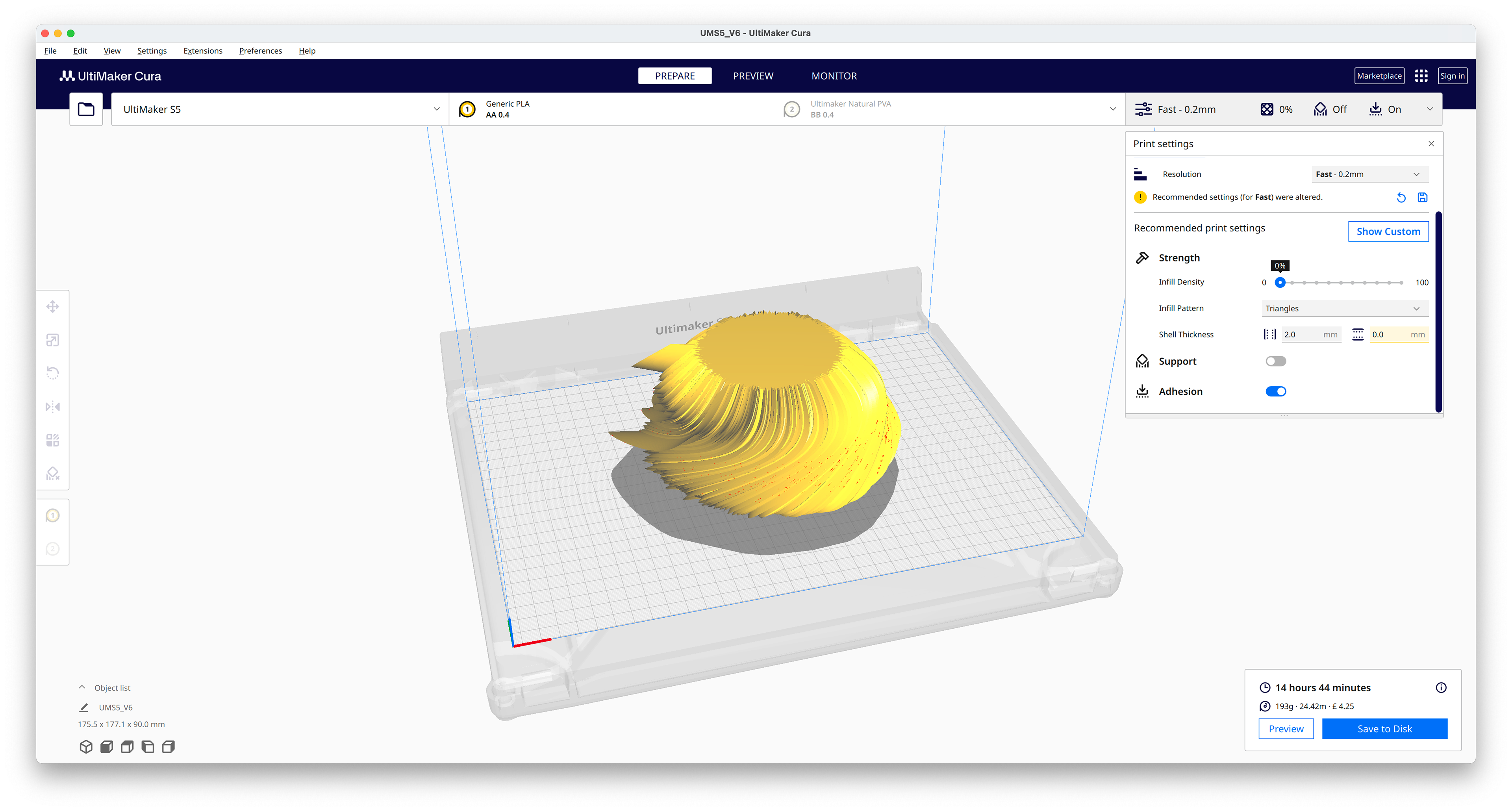
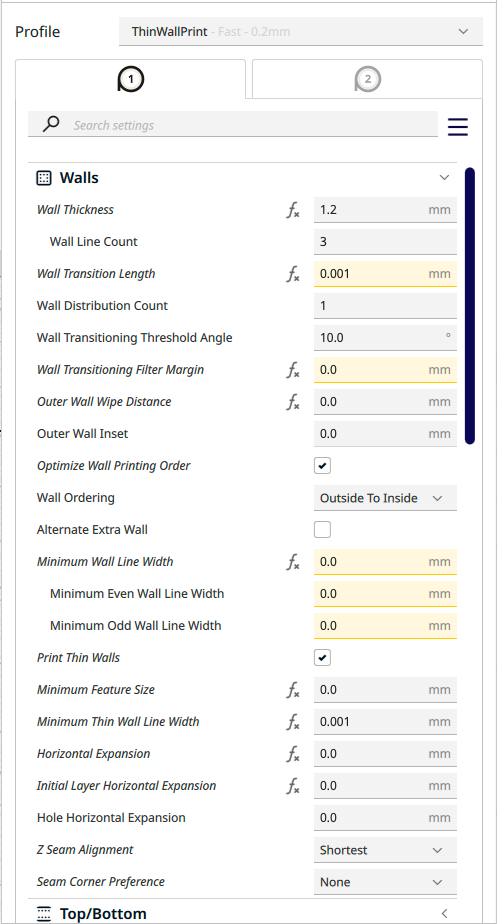
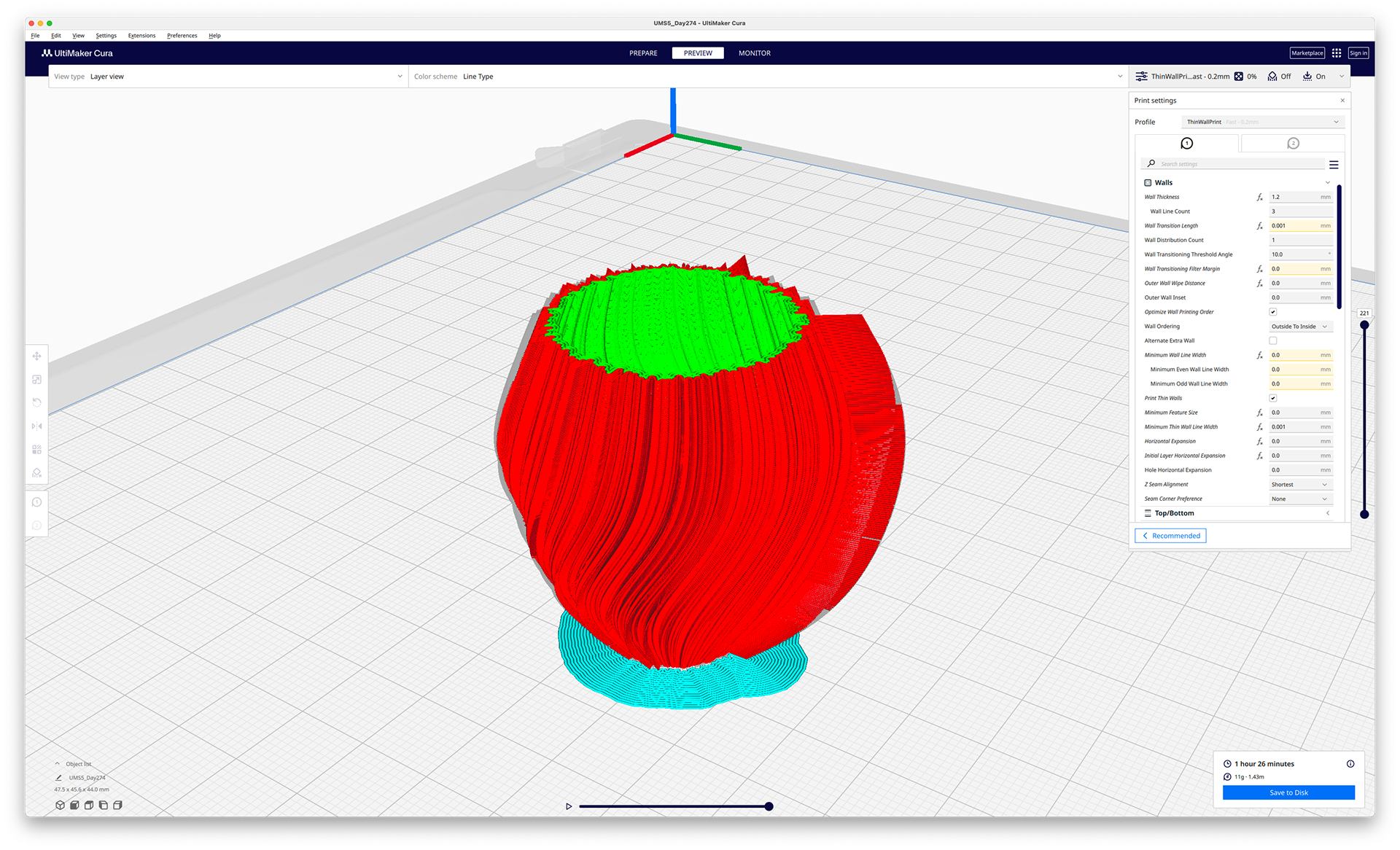
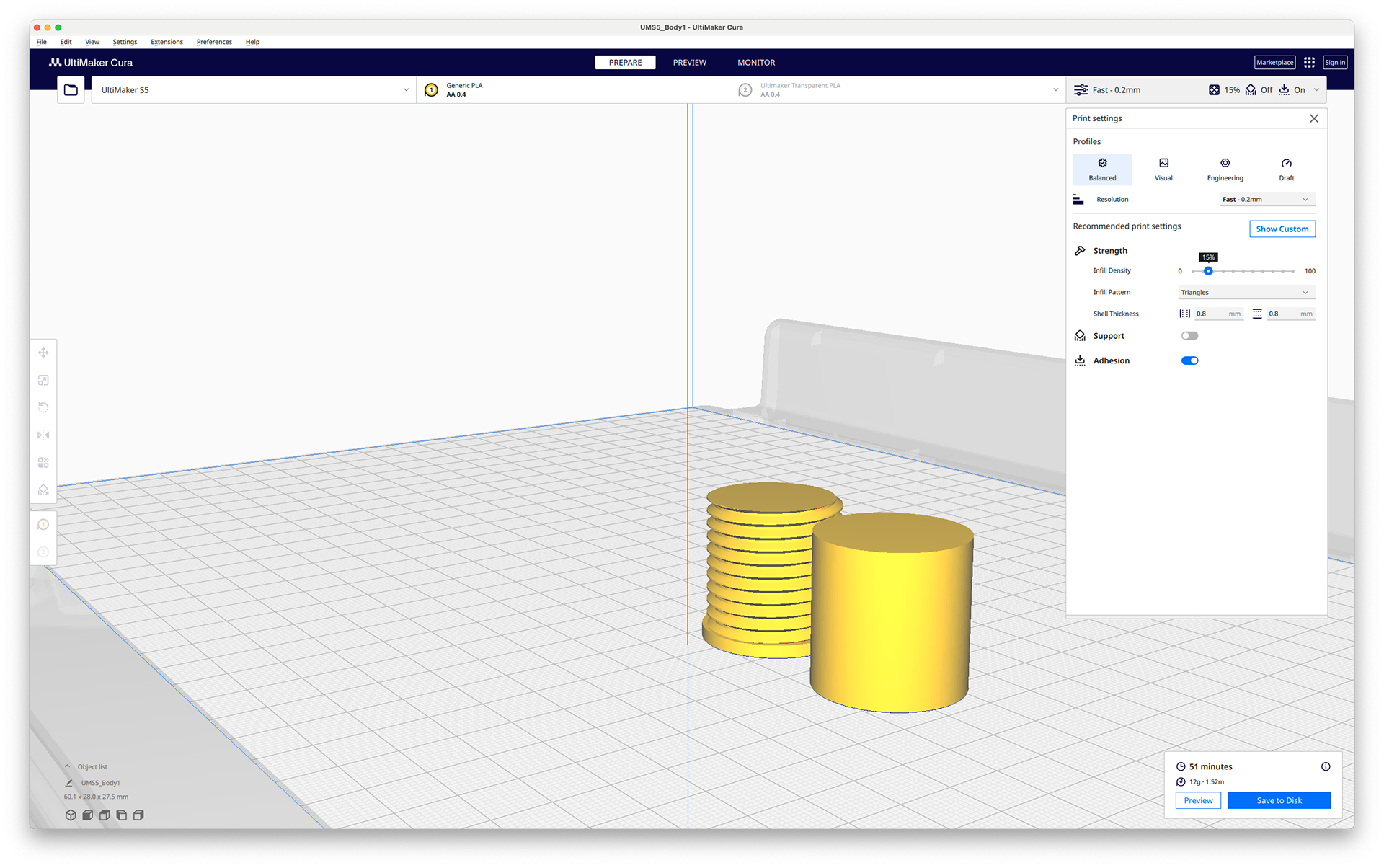
Cura settings








Model Settings
Slicer Settings
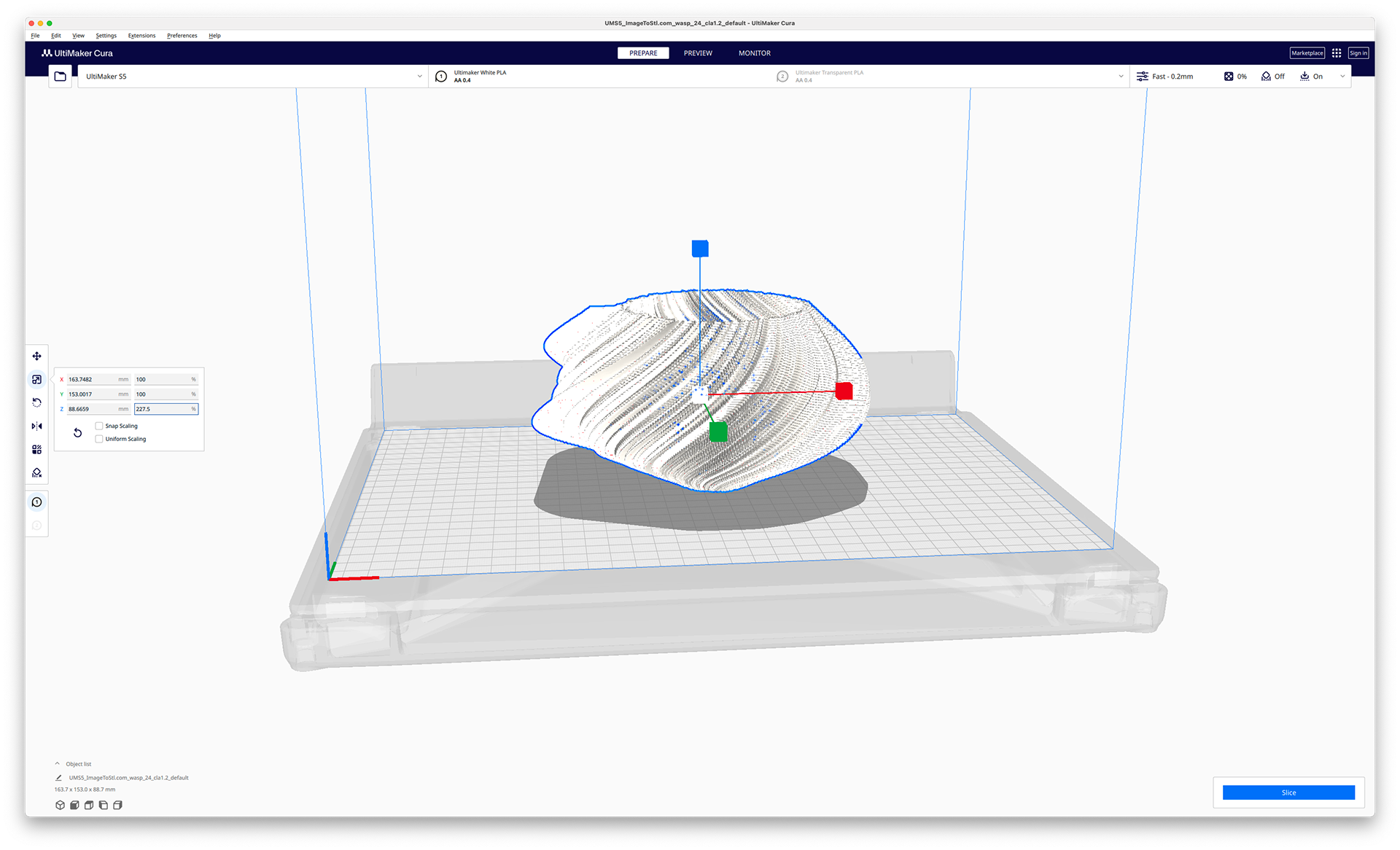
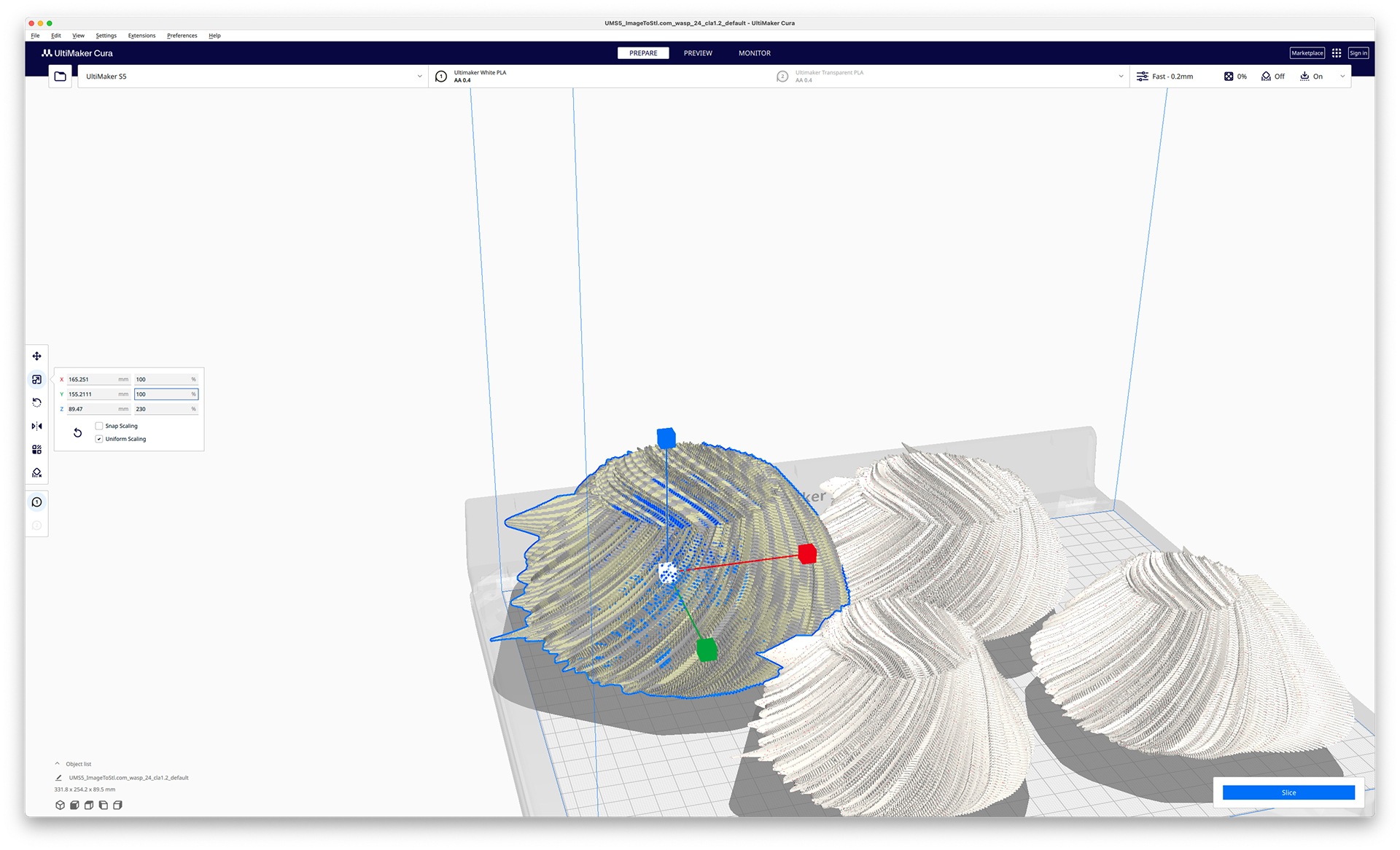
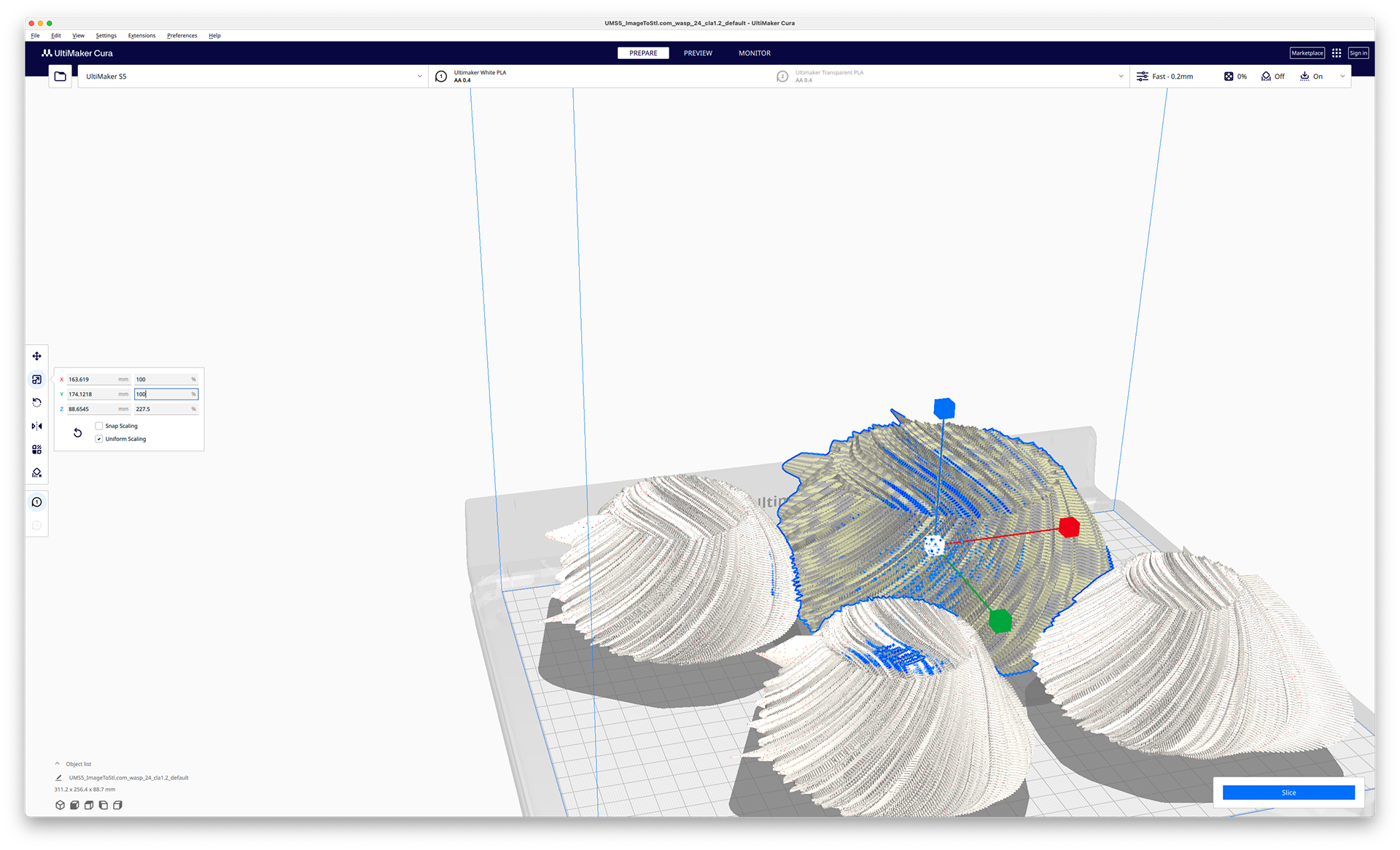
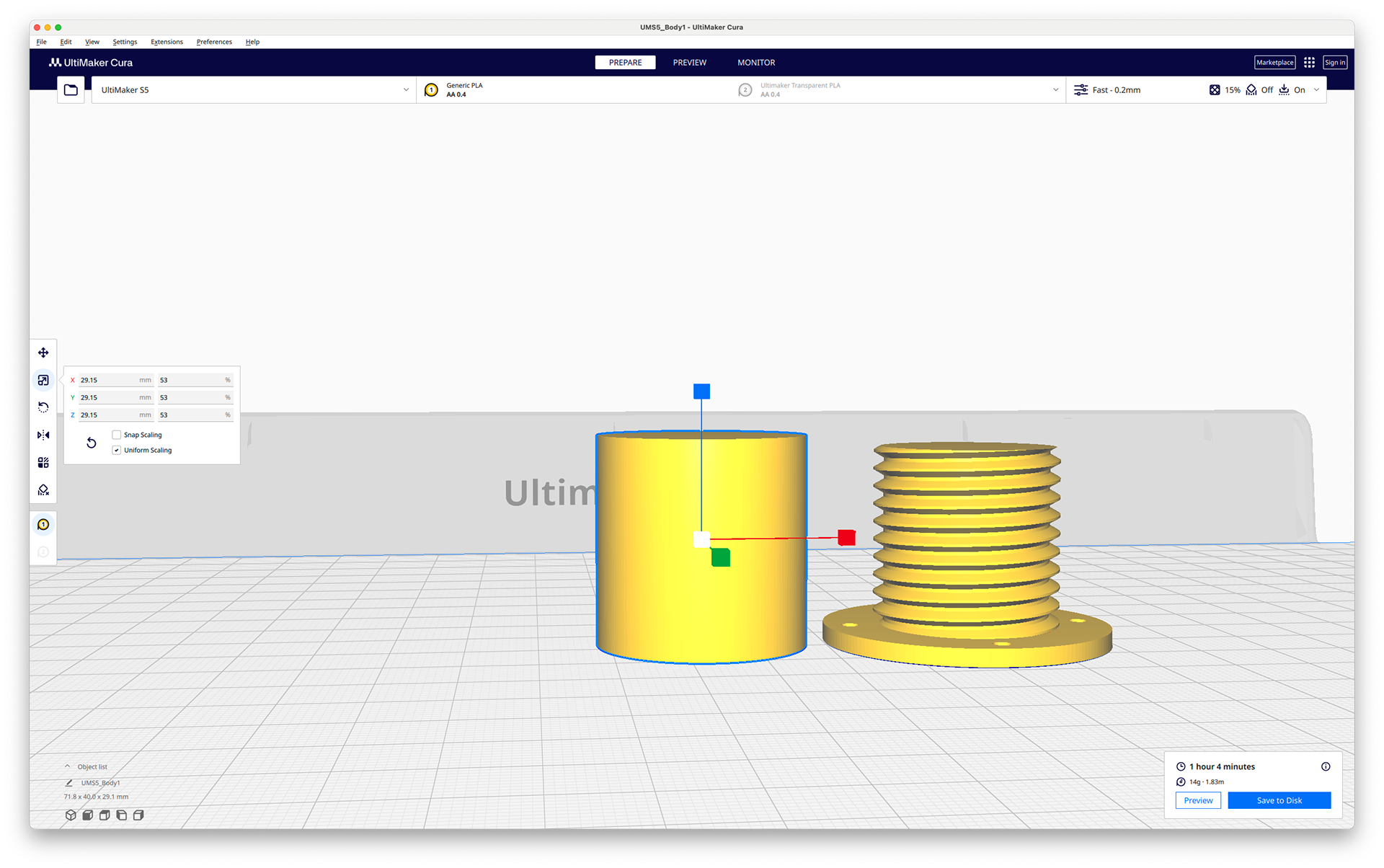
Scale Z axis
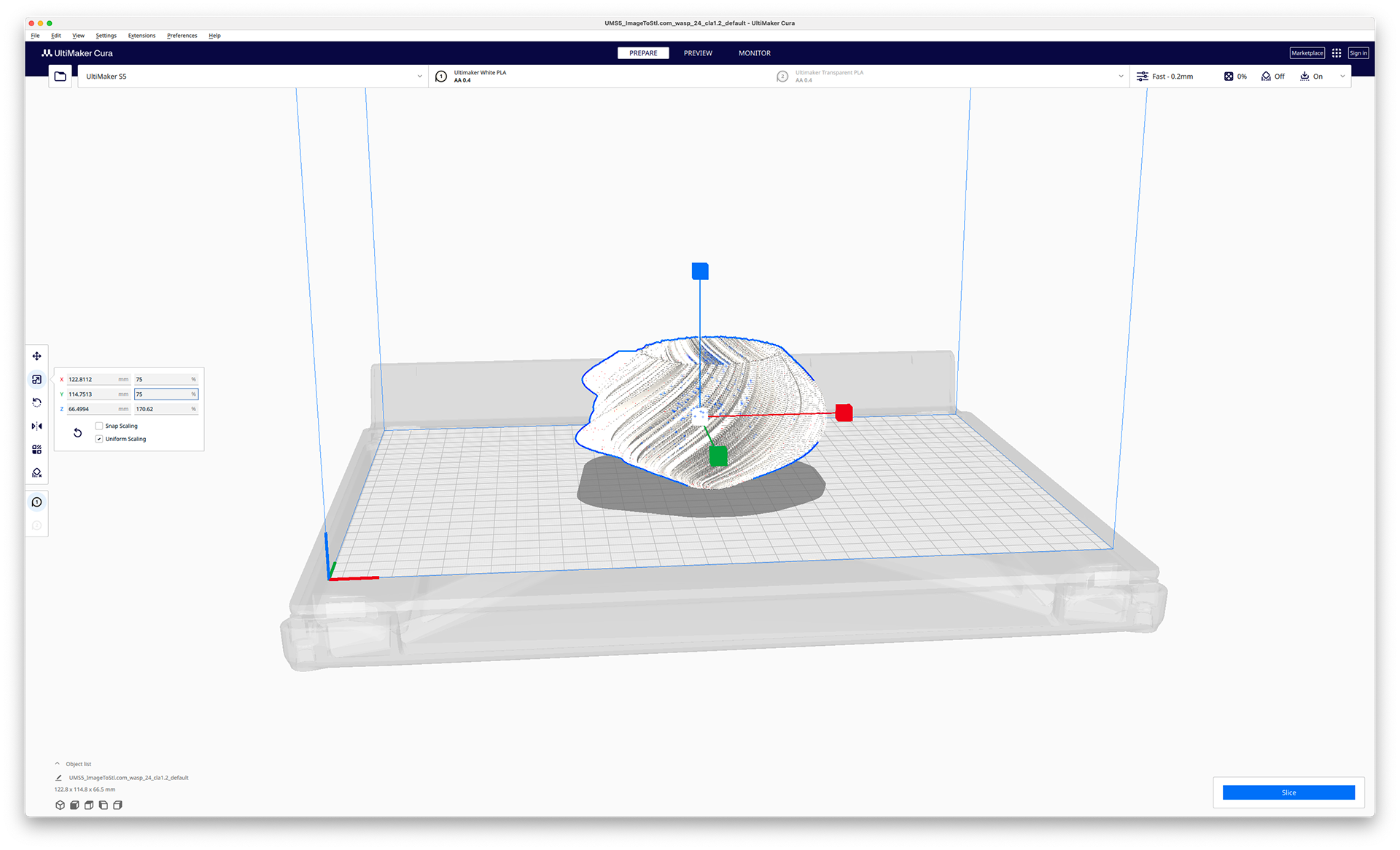
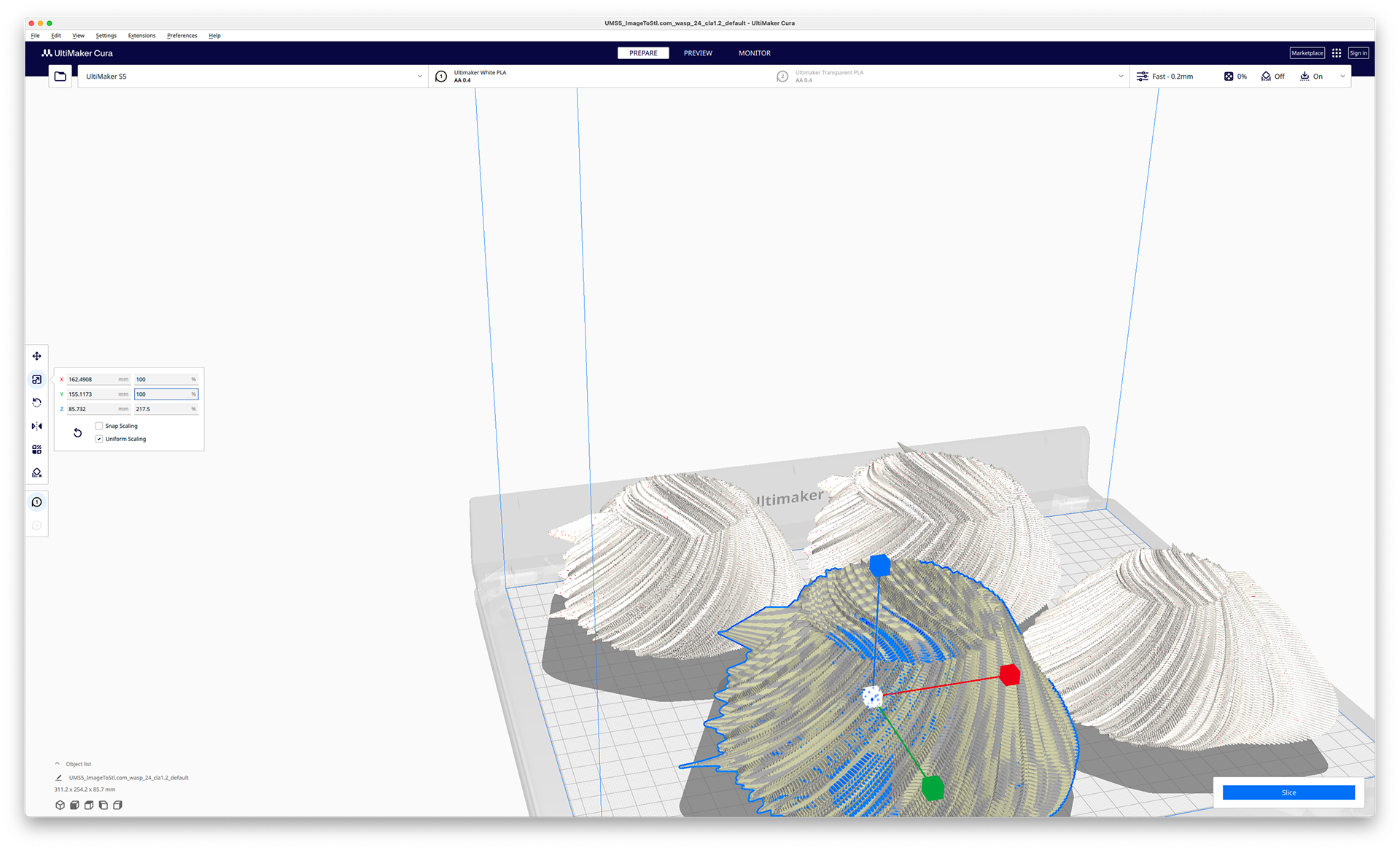
Uniformly scale down to 75%
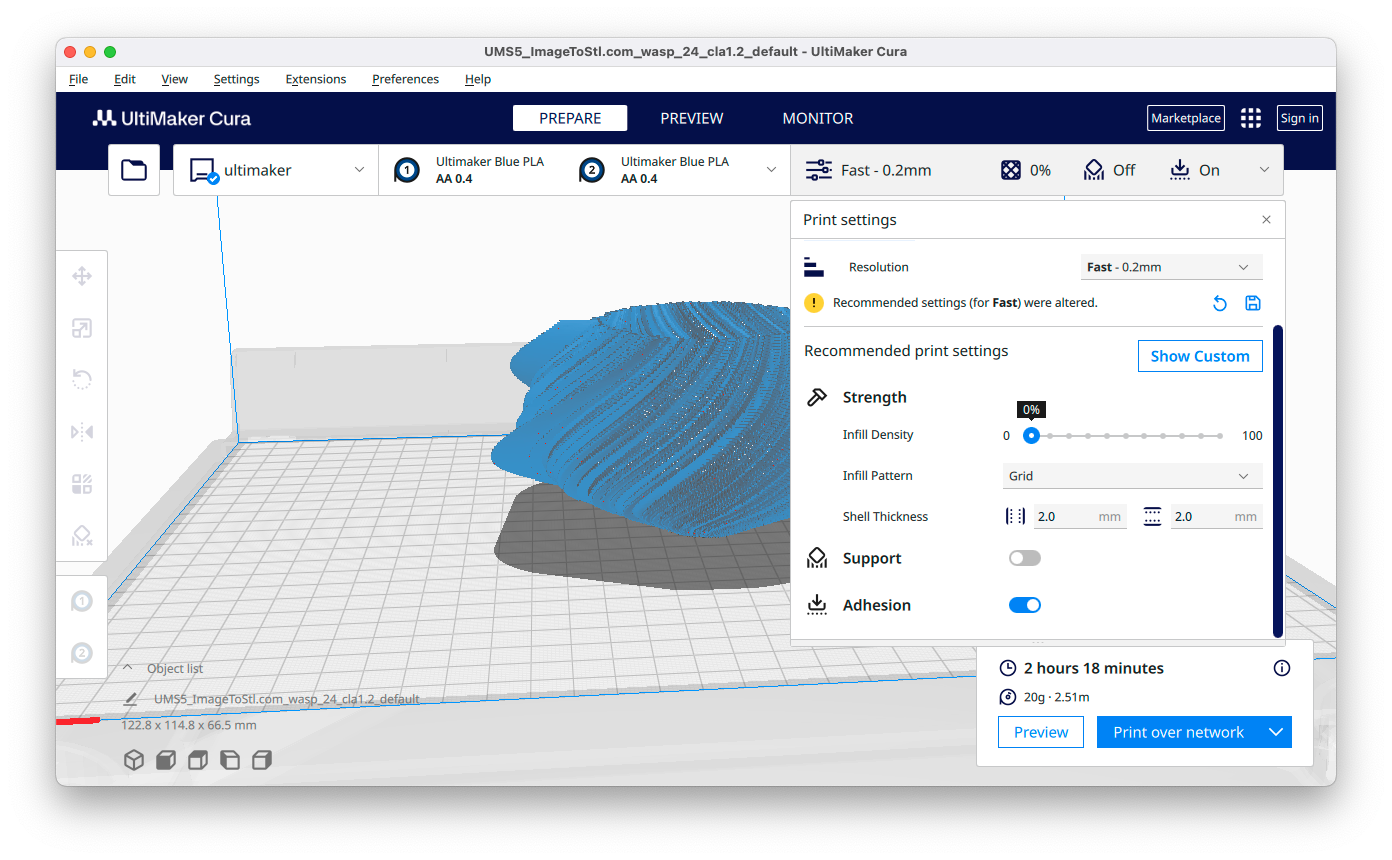
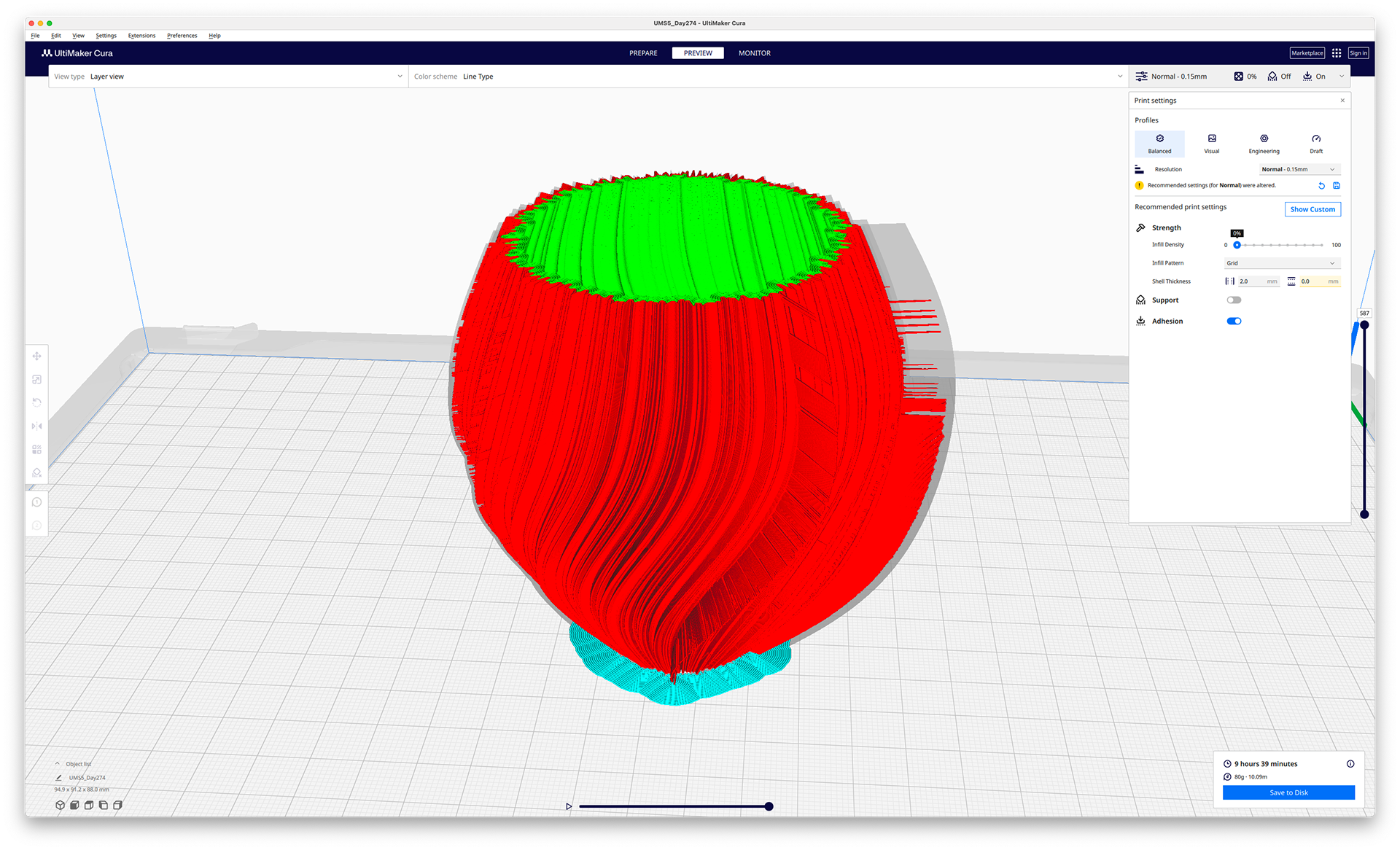
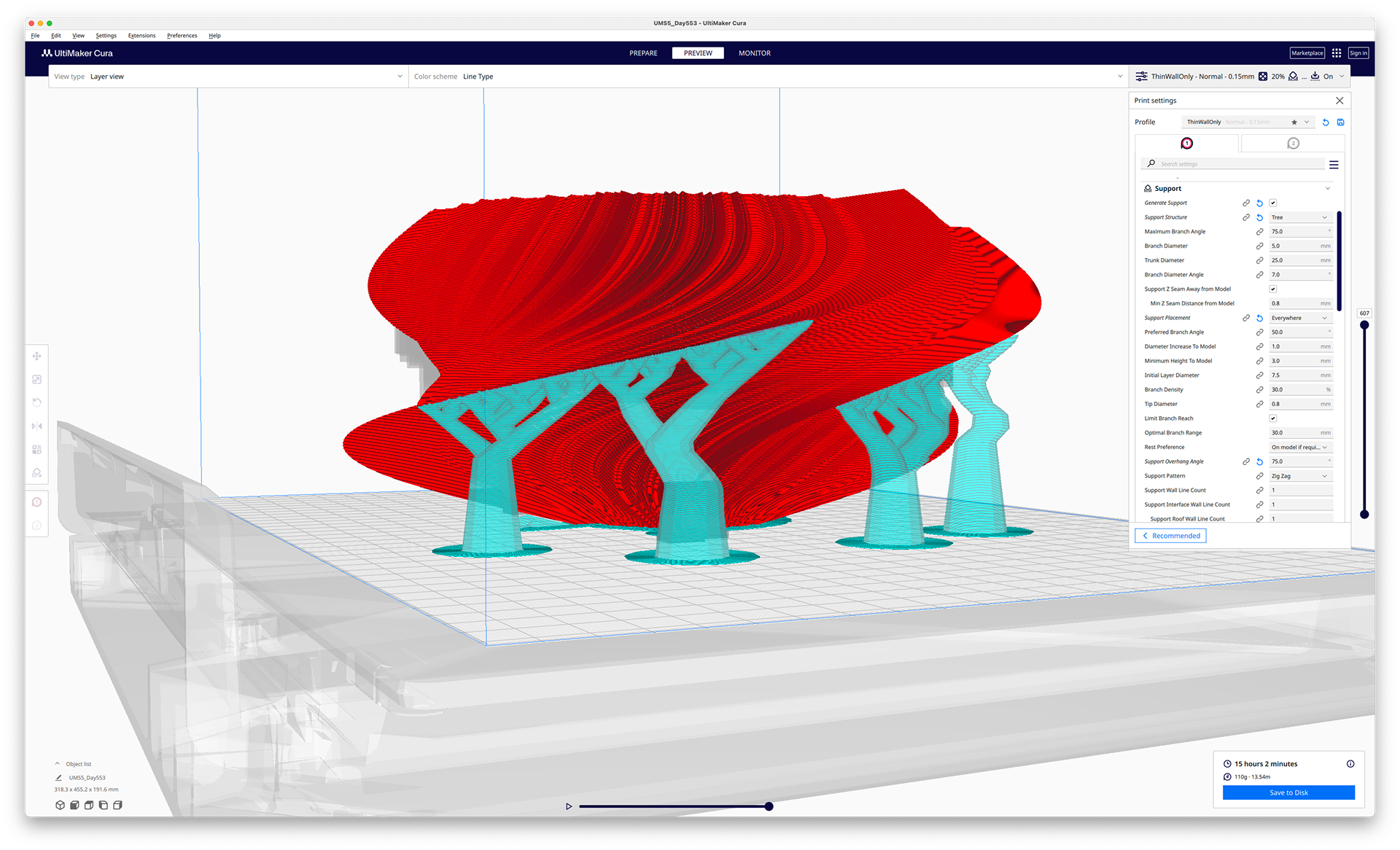
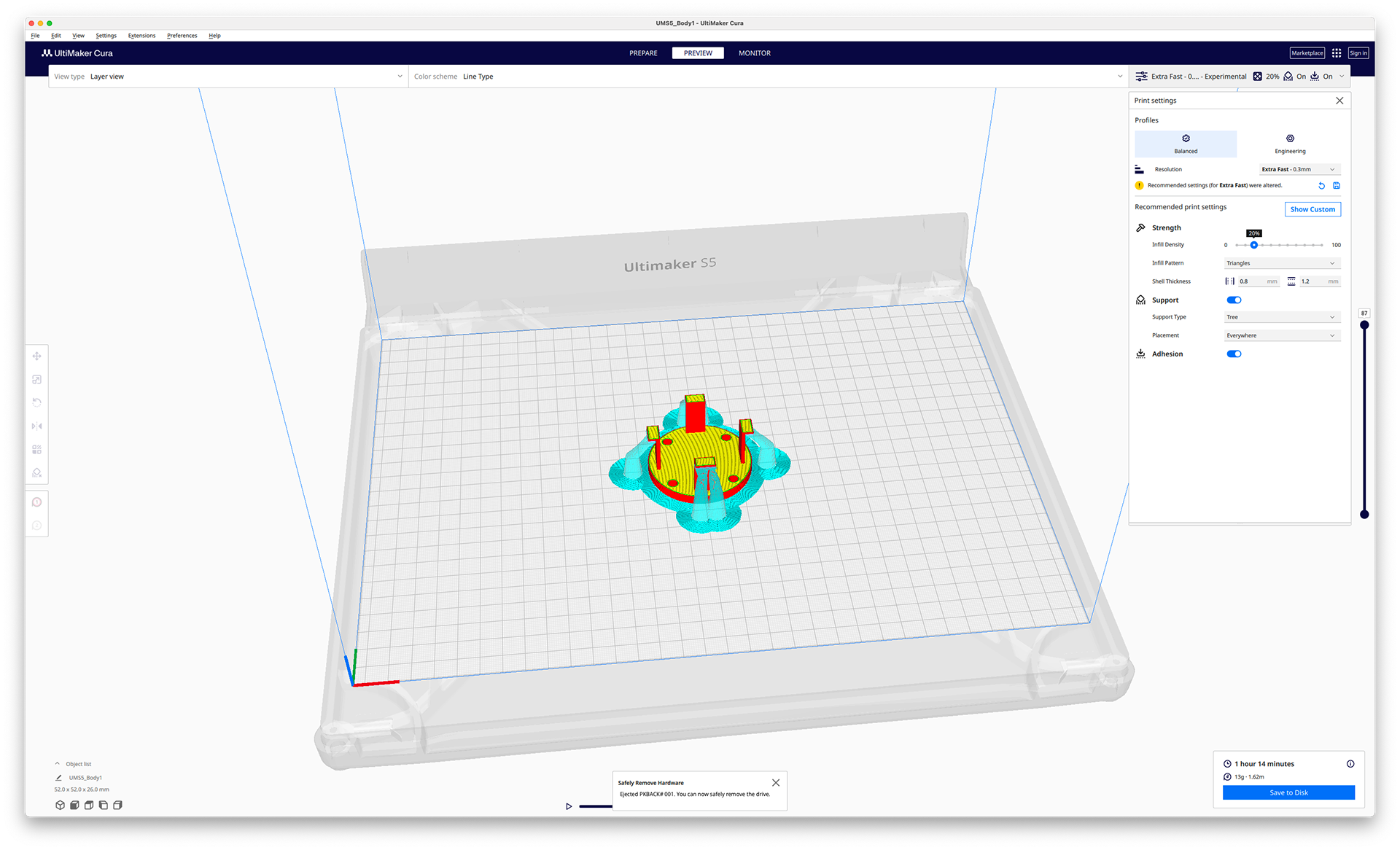
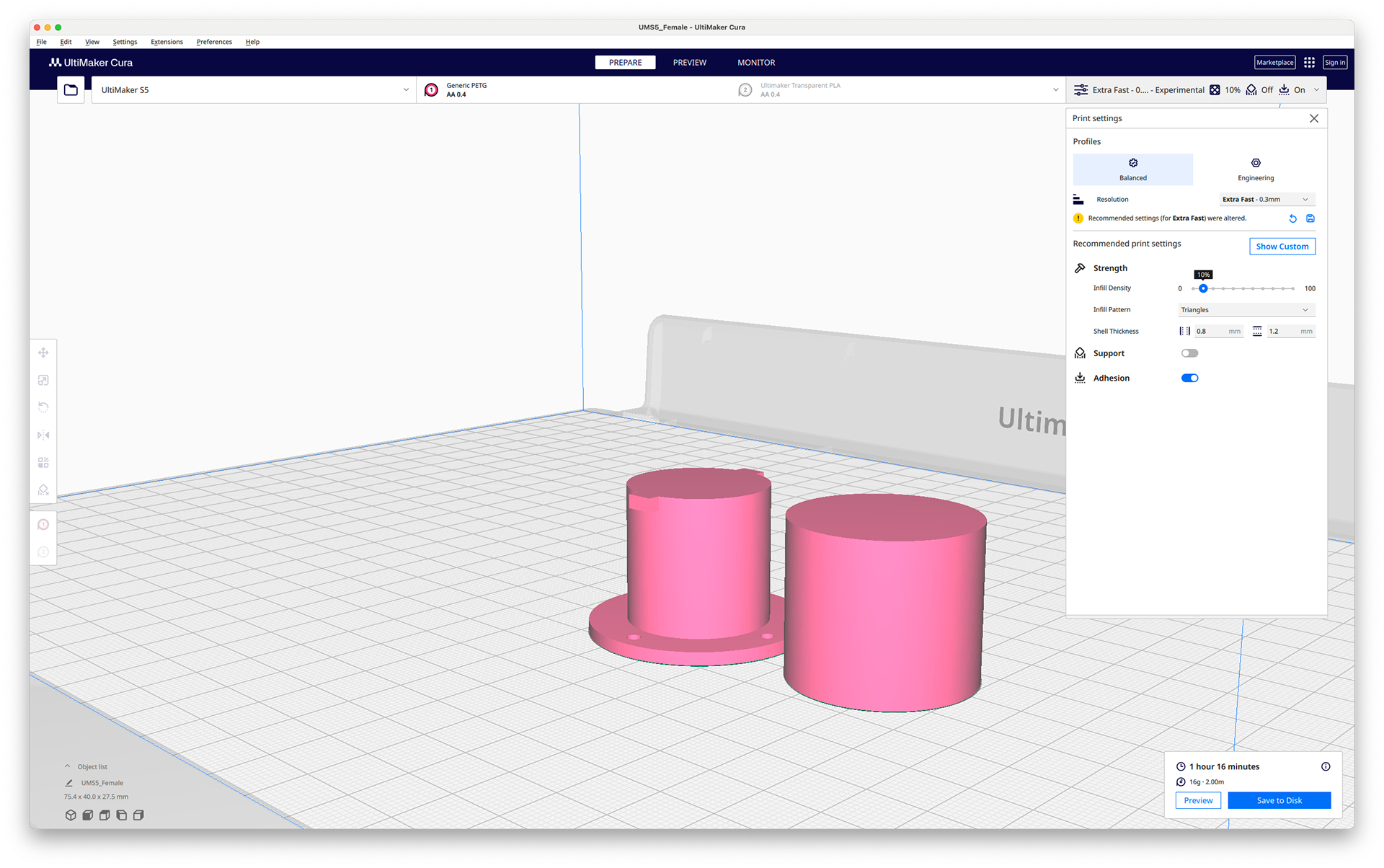
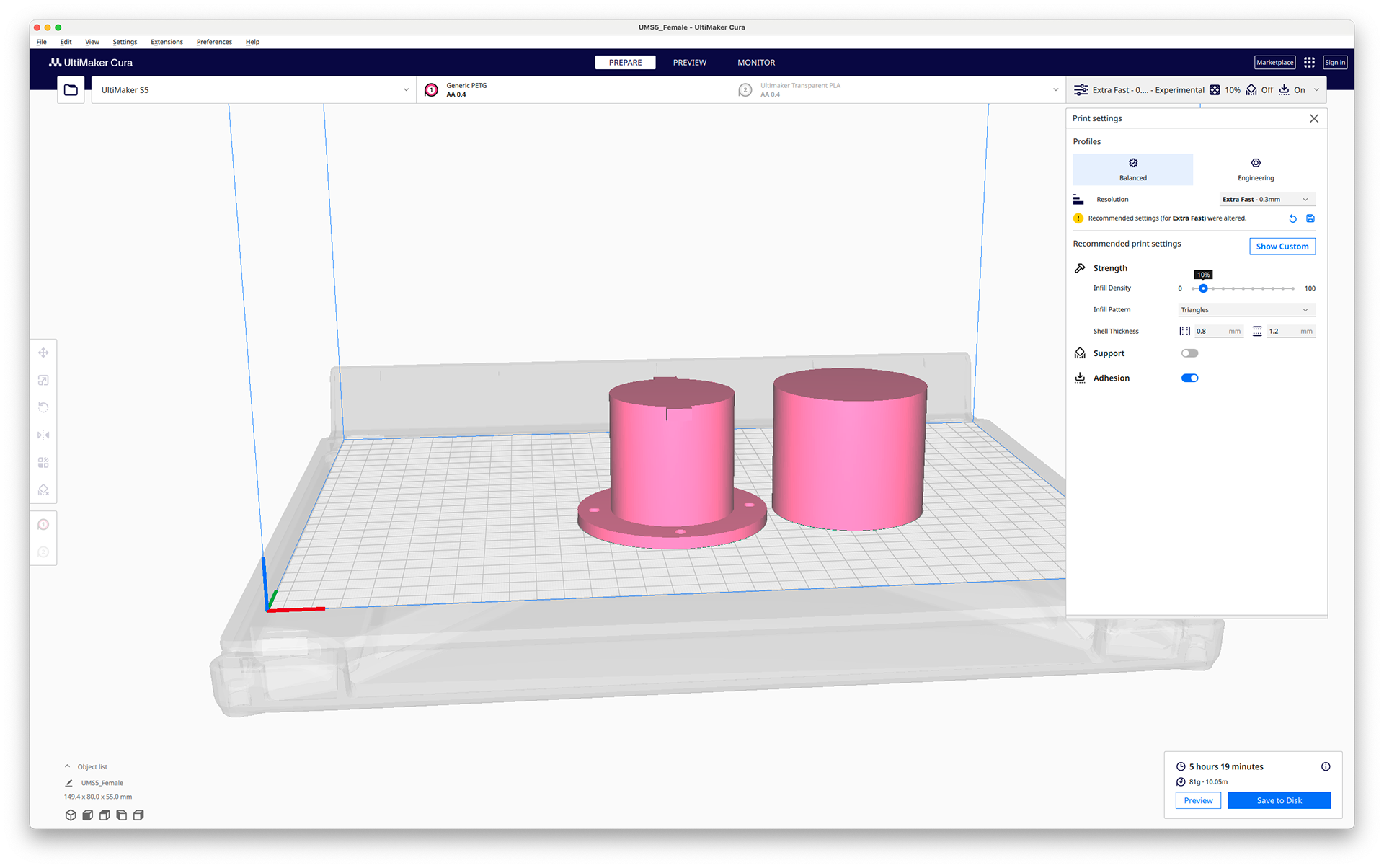
Cura Print Settings and Print Time

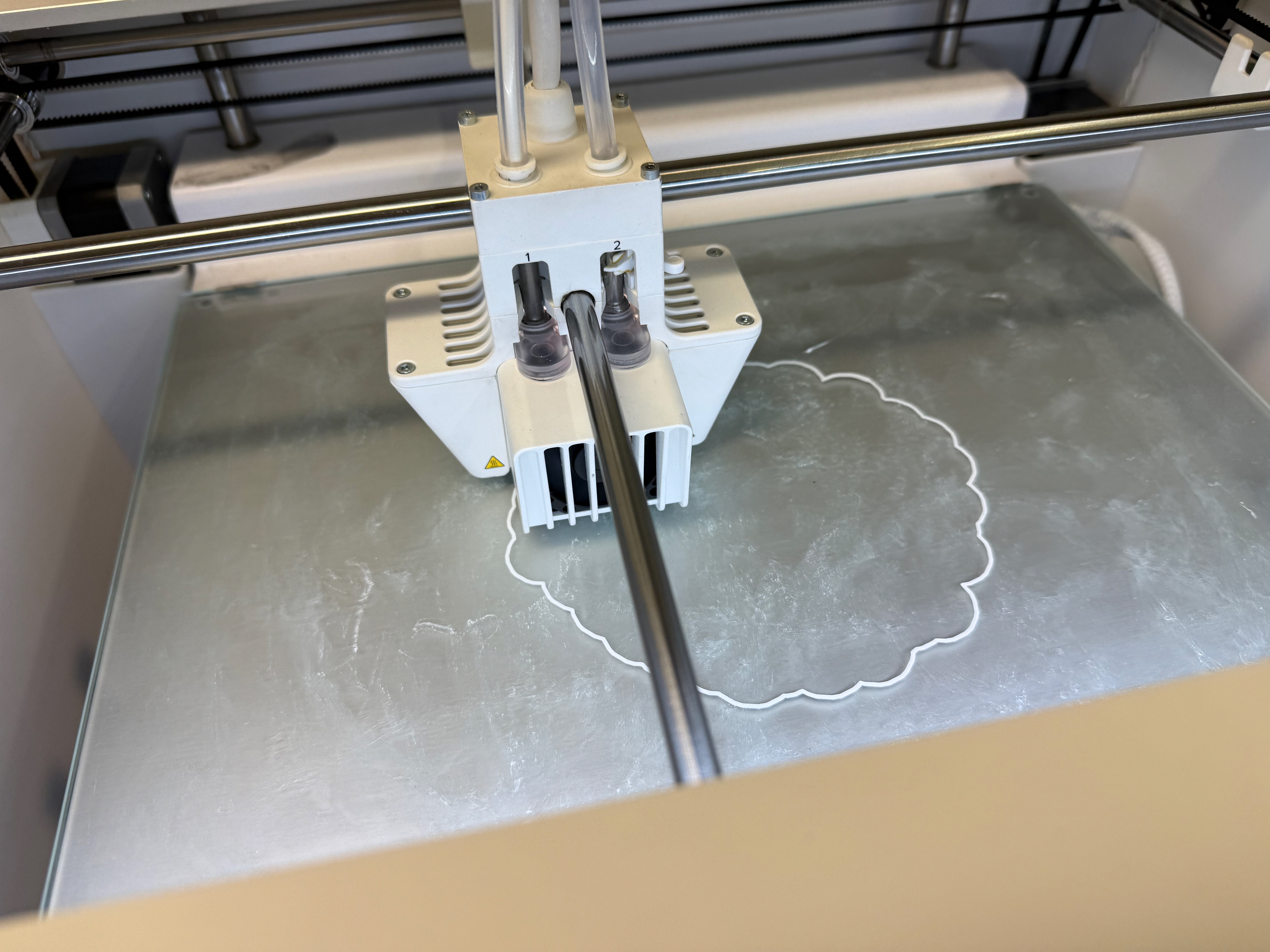
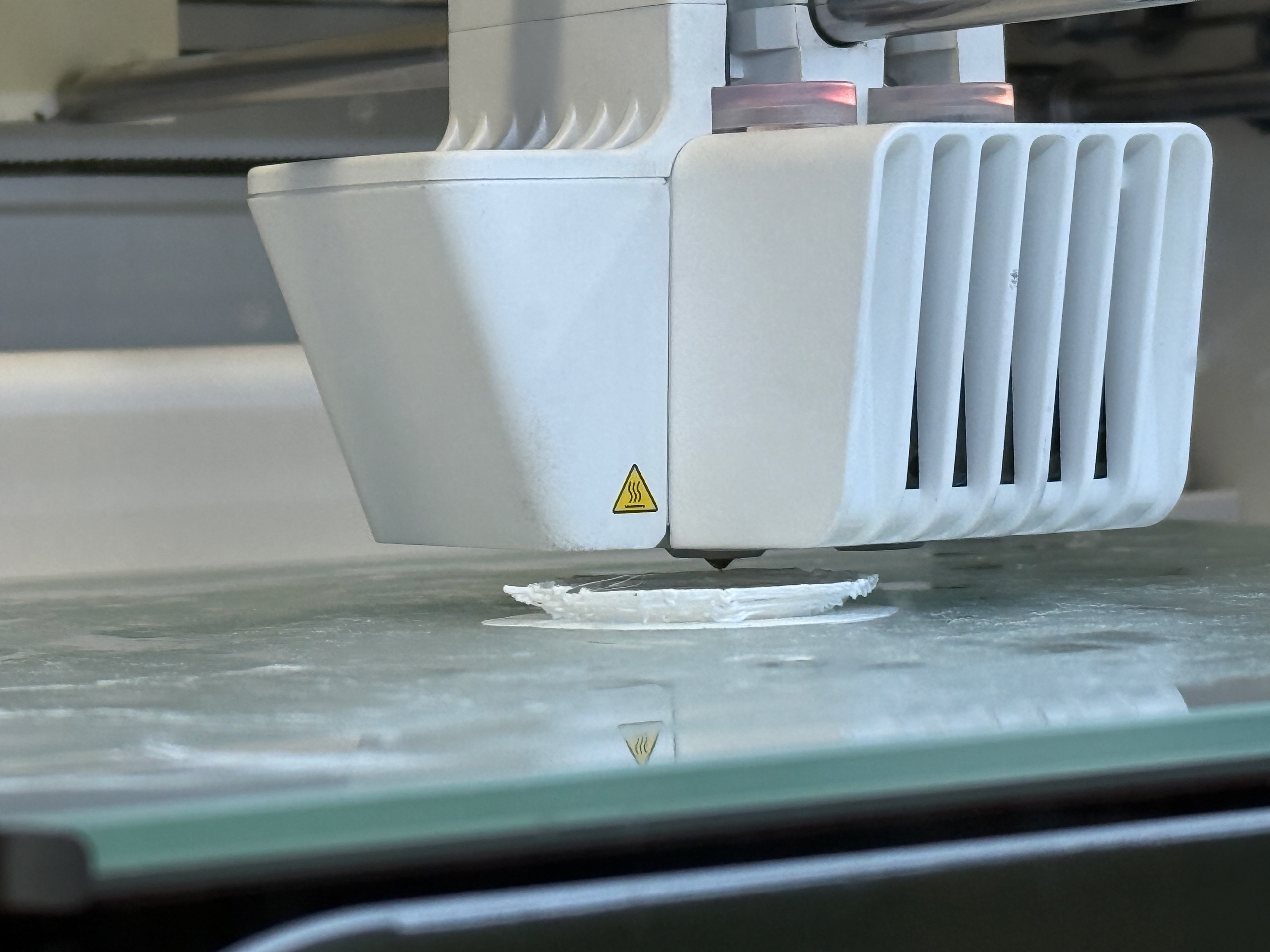
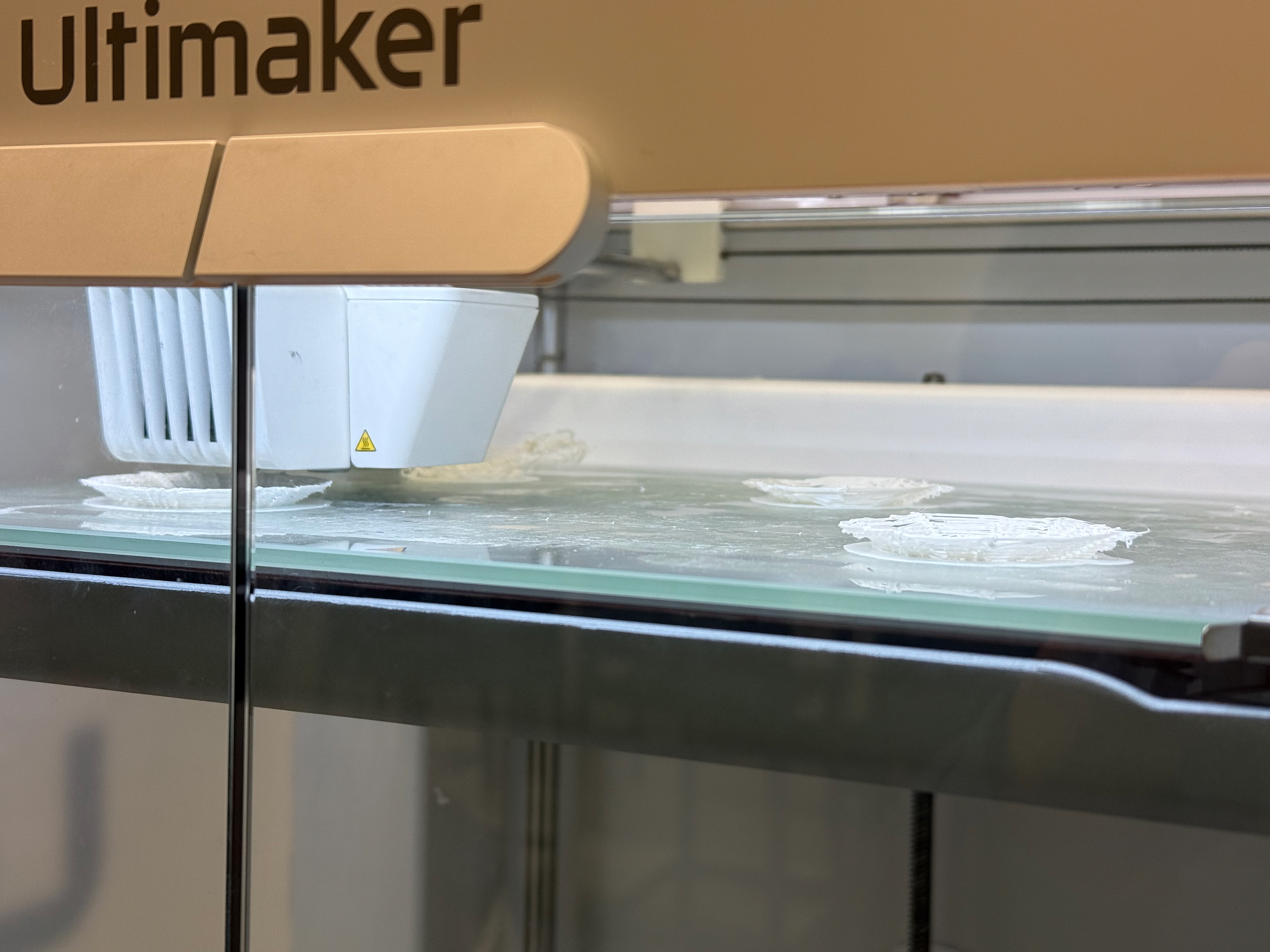
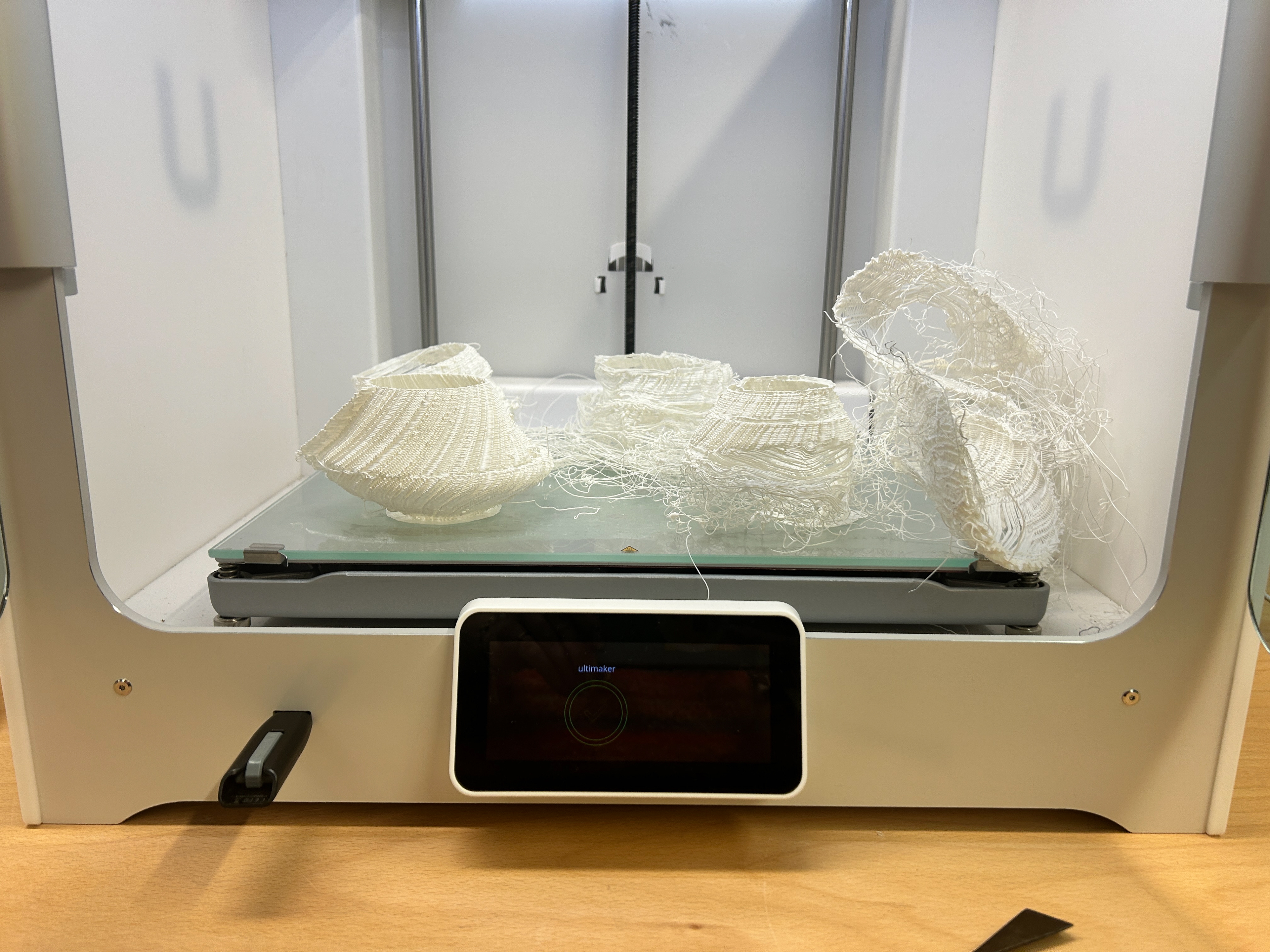
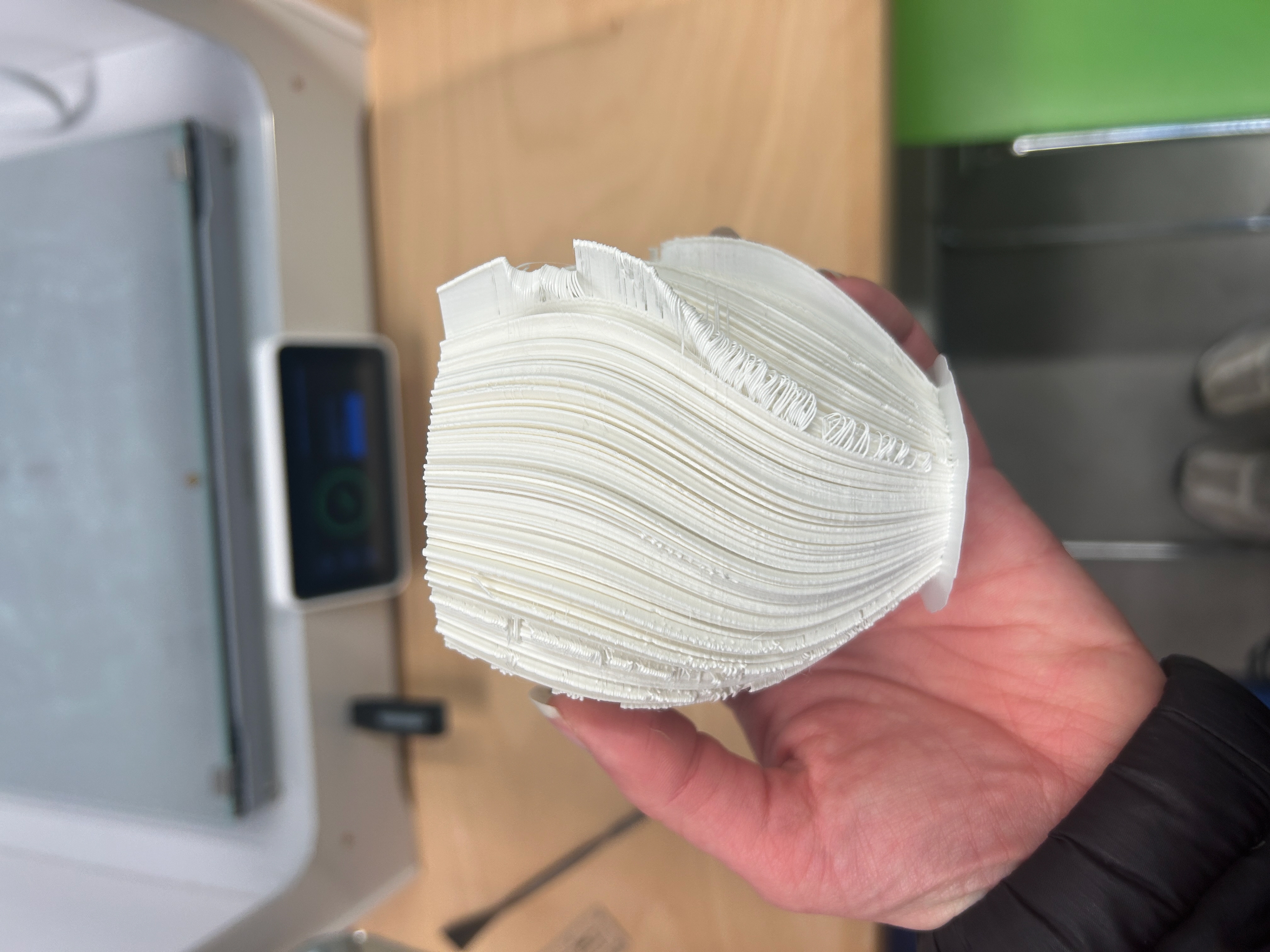
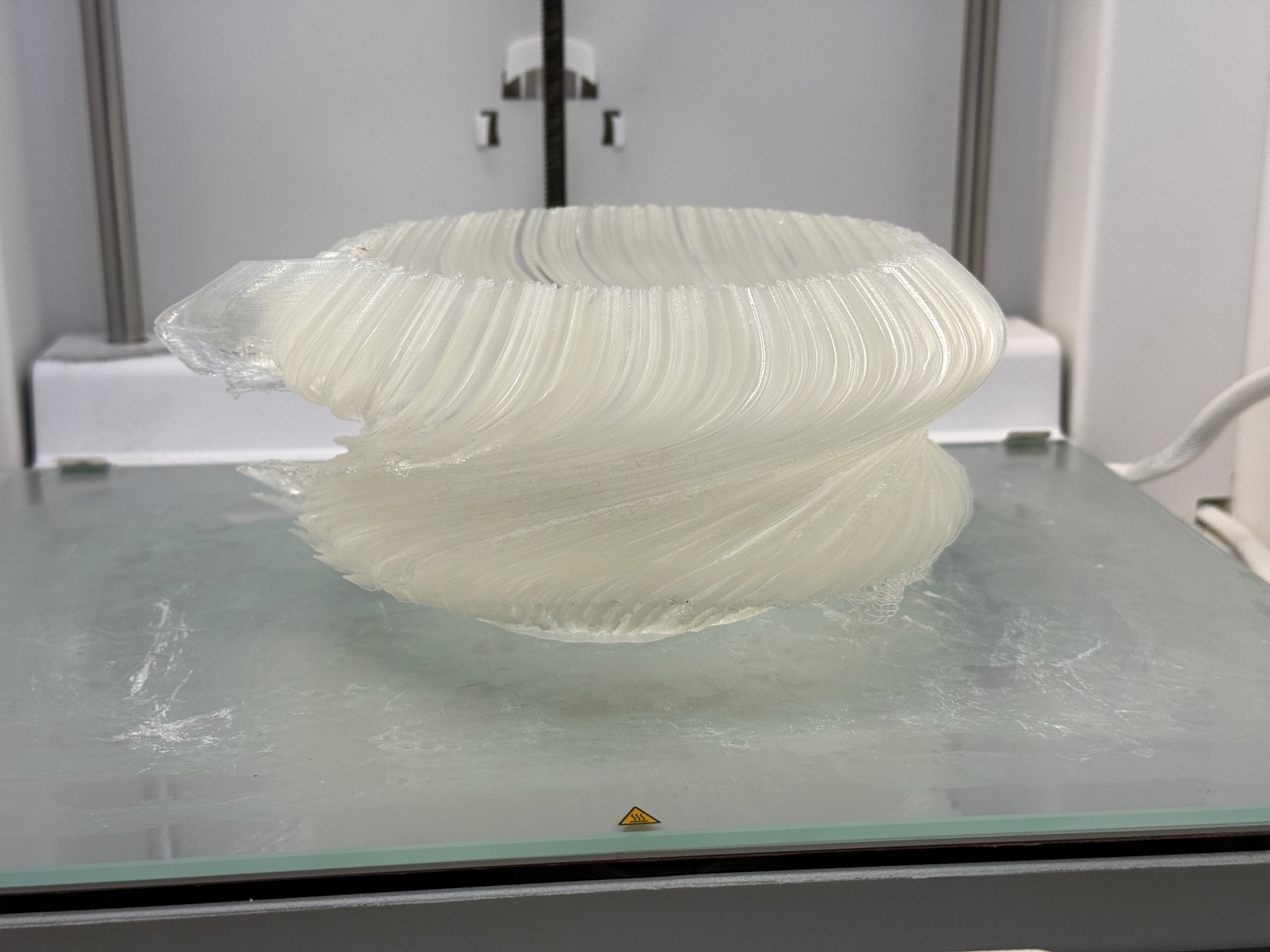
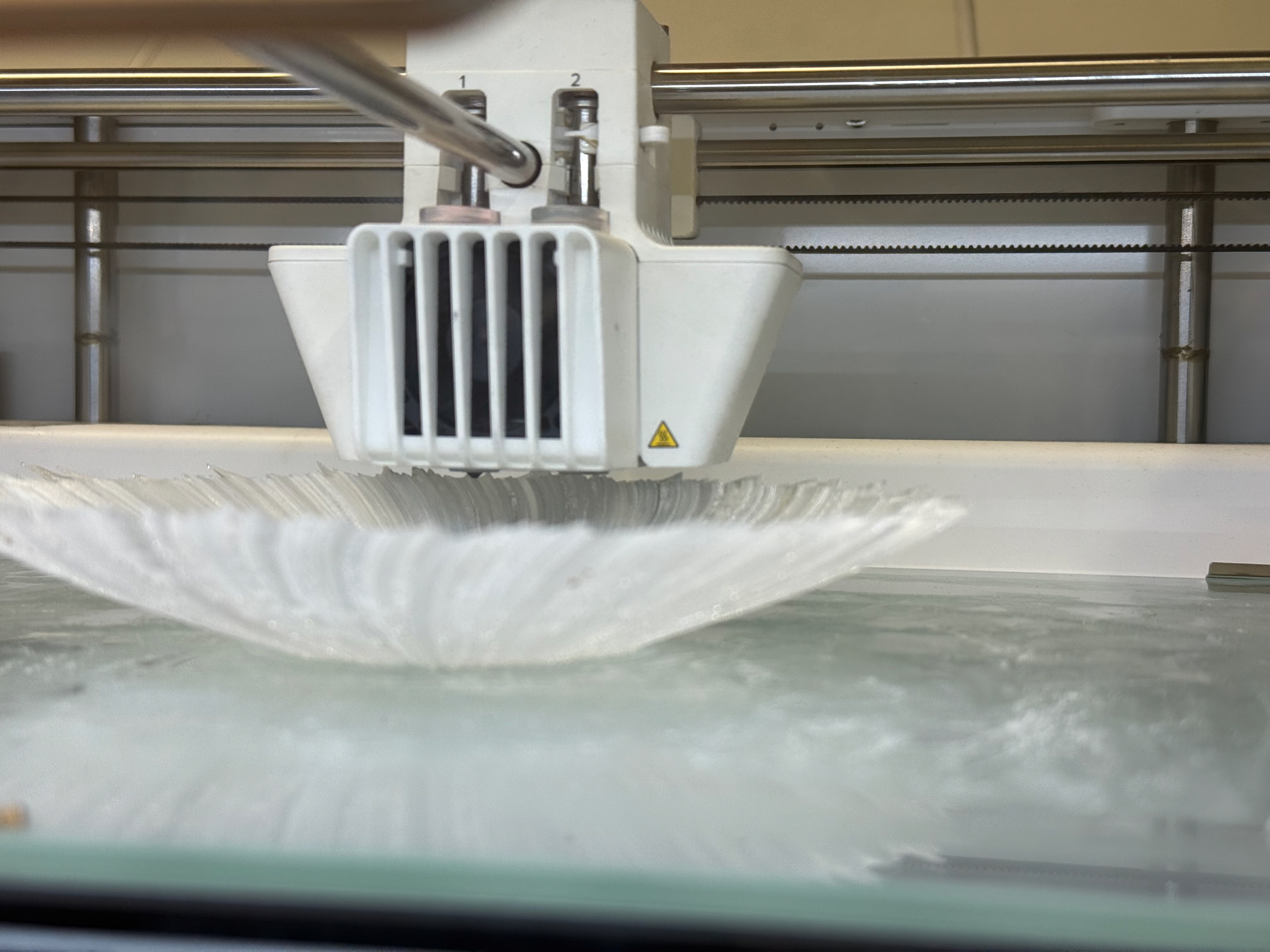
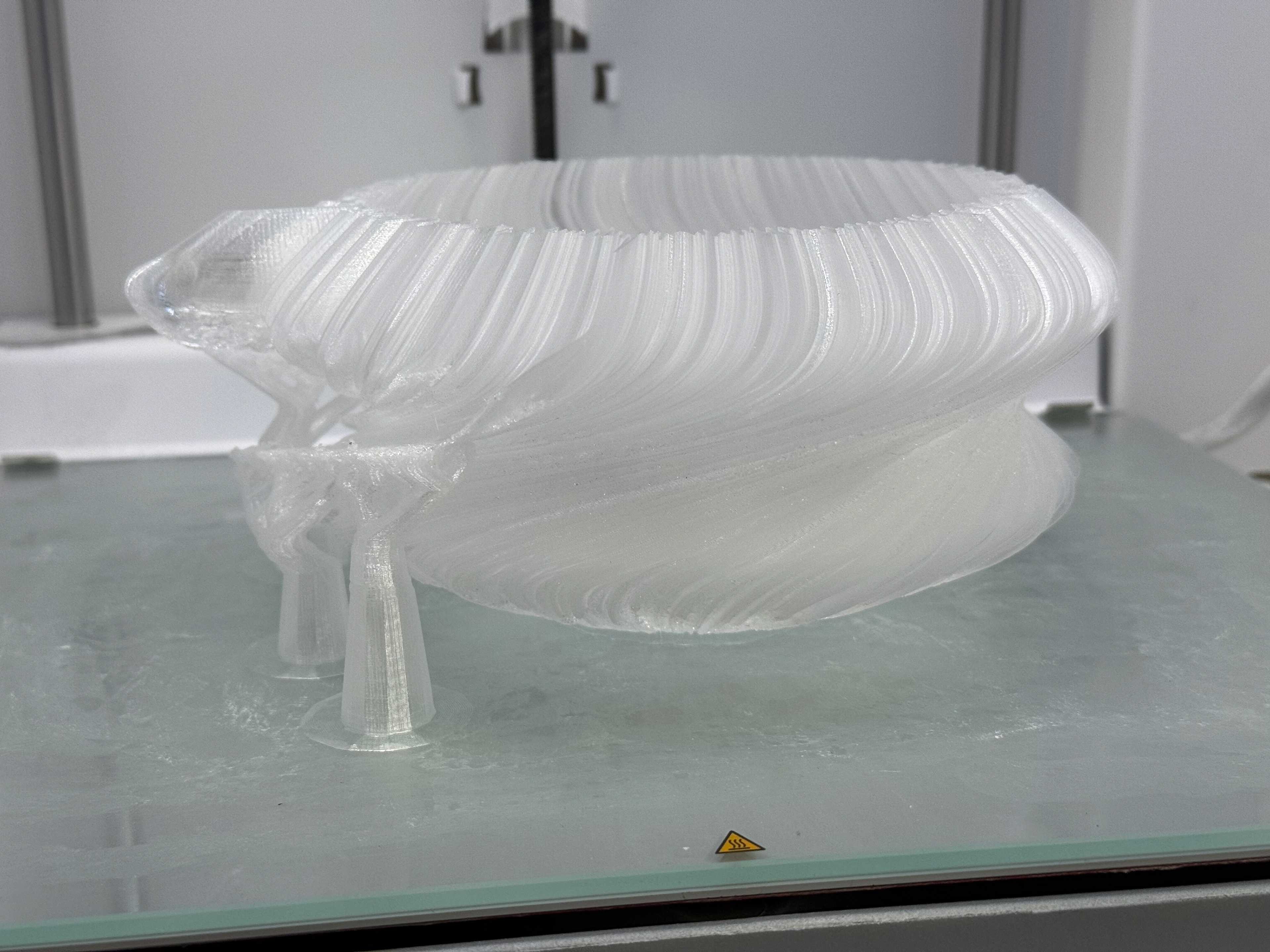
Start of print
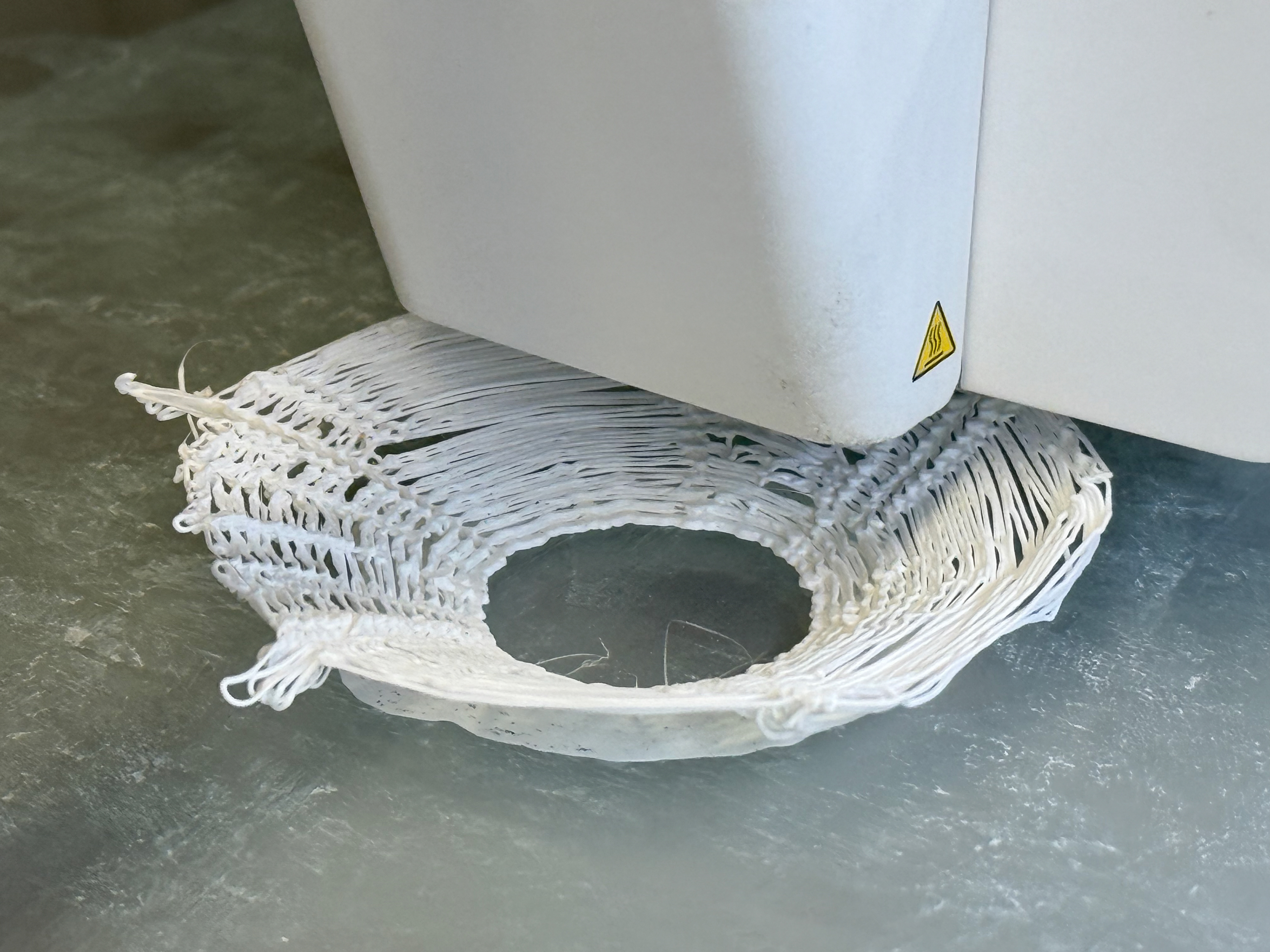
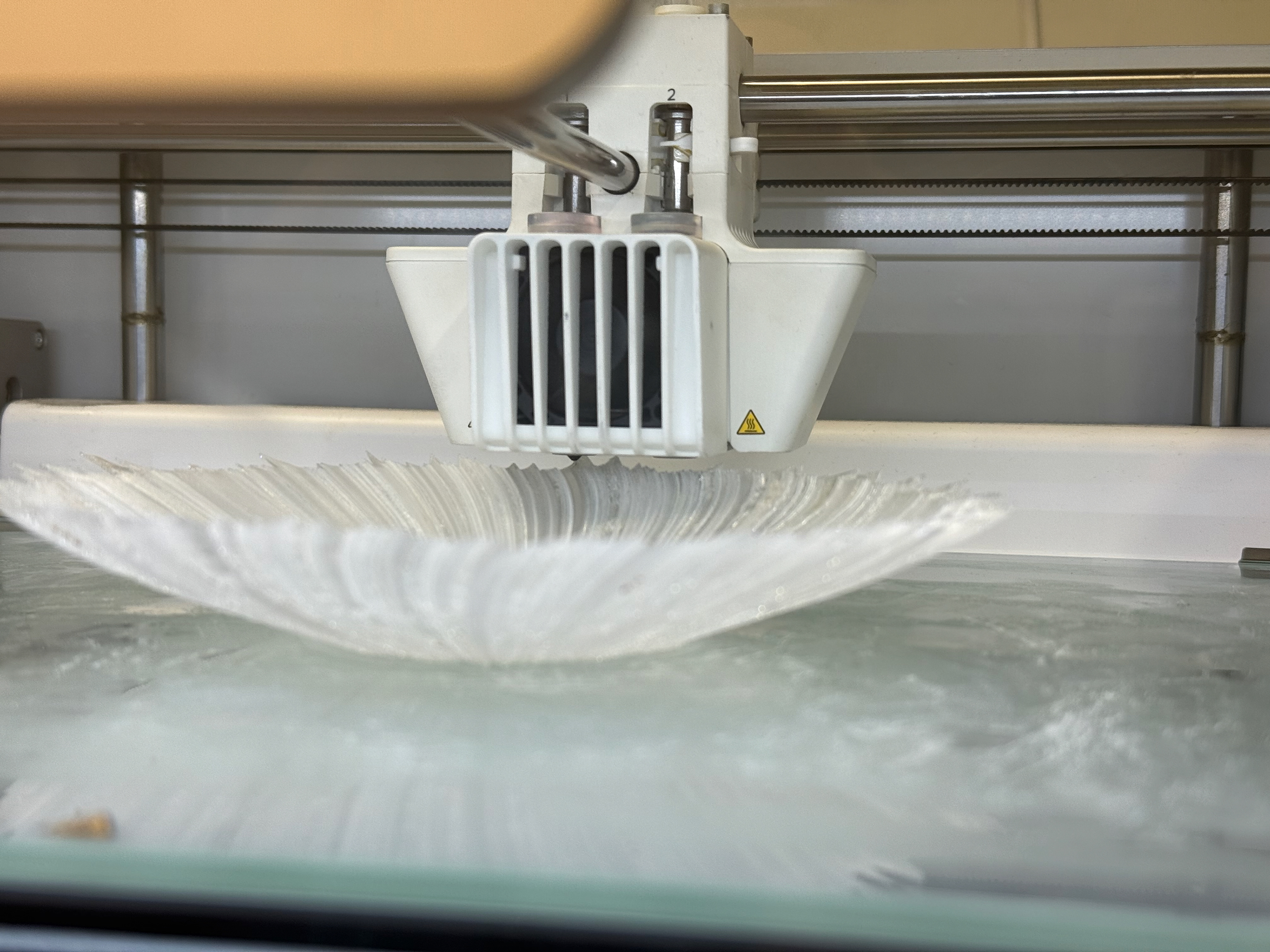
The opening up seems to be holding well

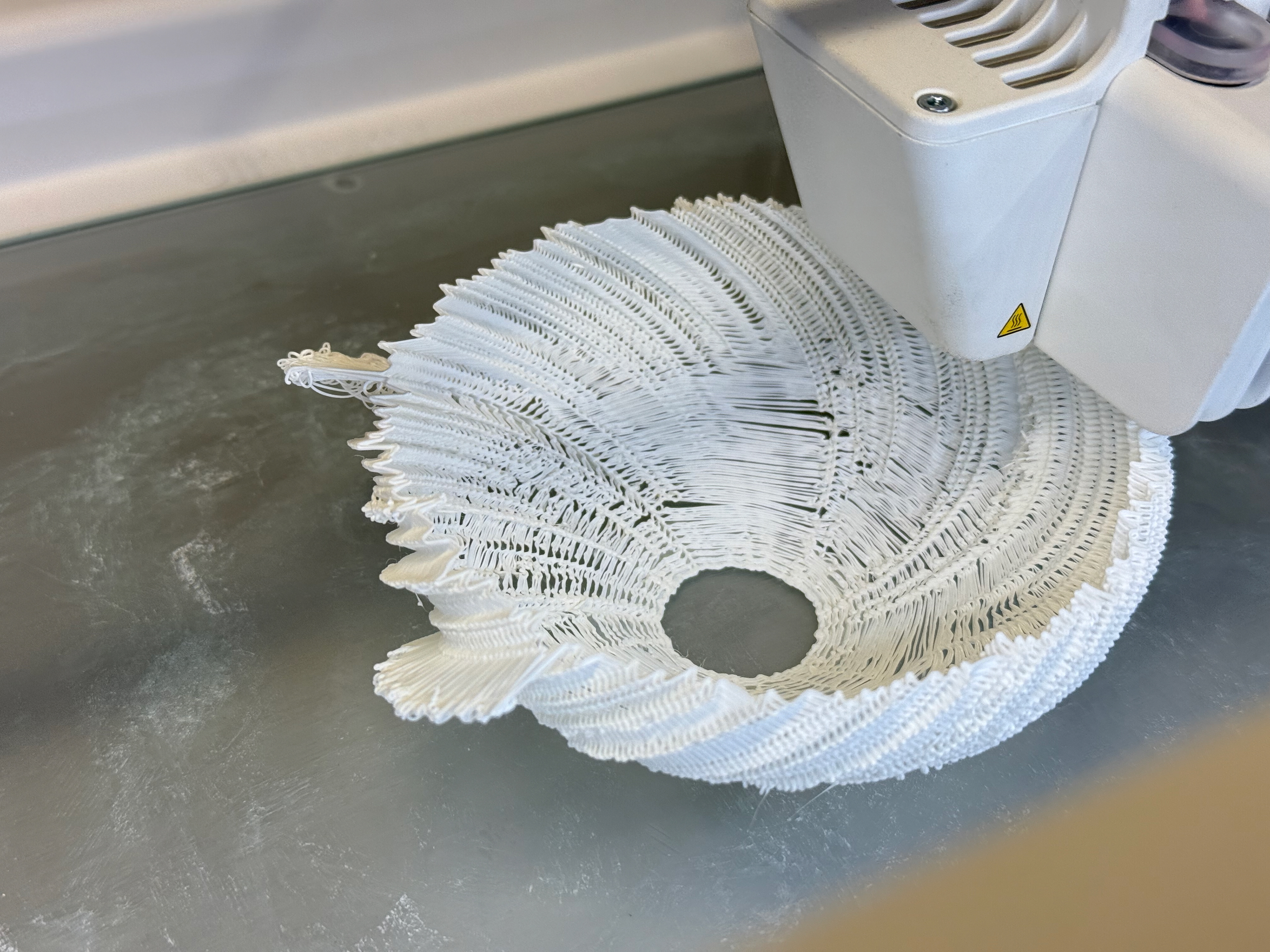
Continues to be successful
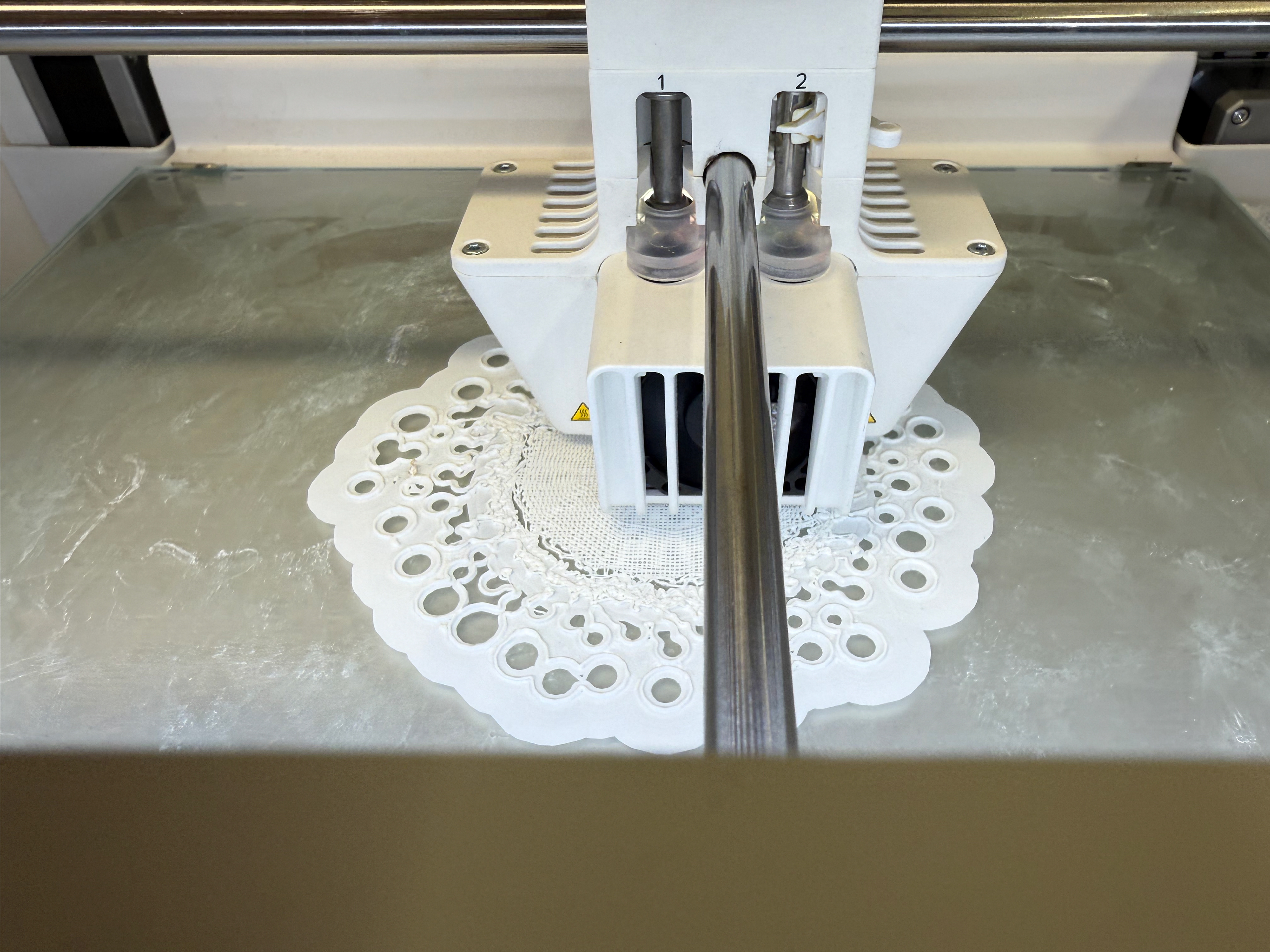
The inside could do with less spacing

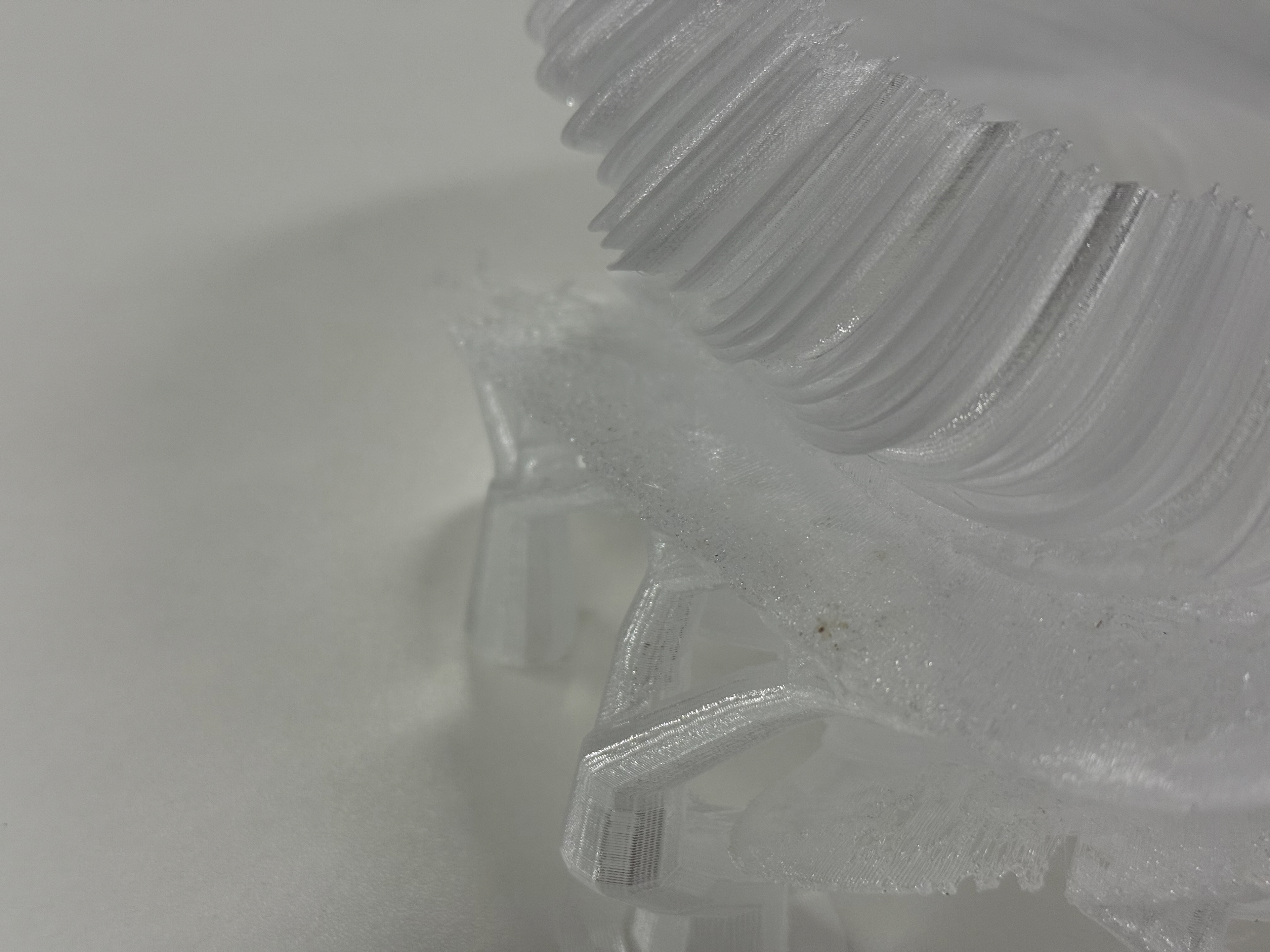
Few stray pieces of plastic

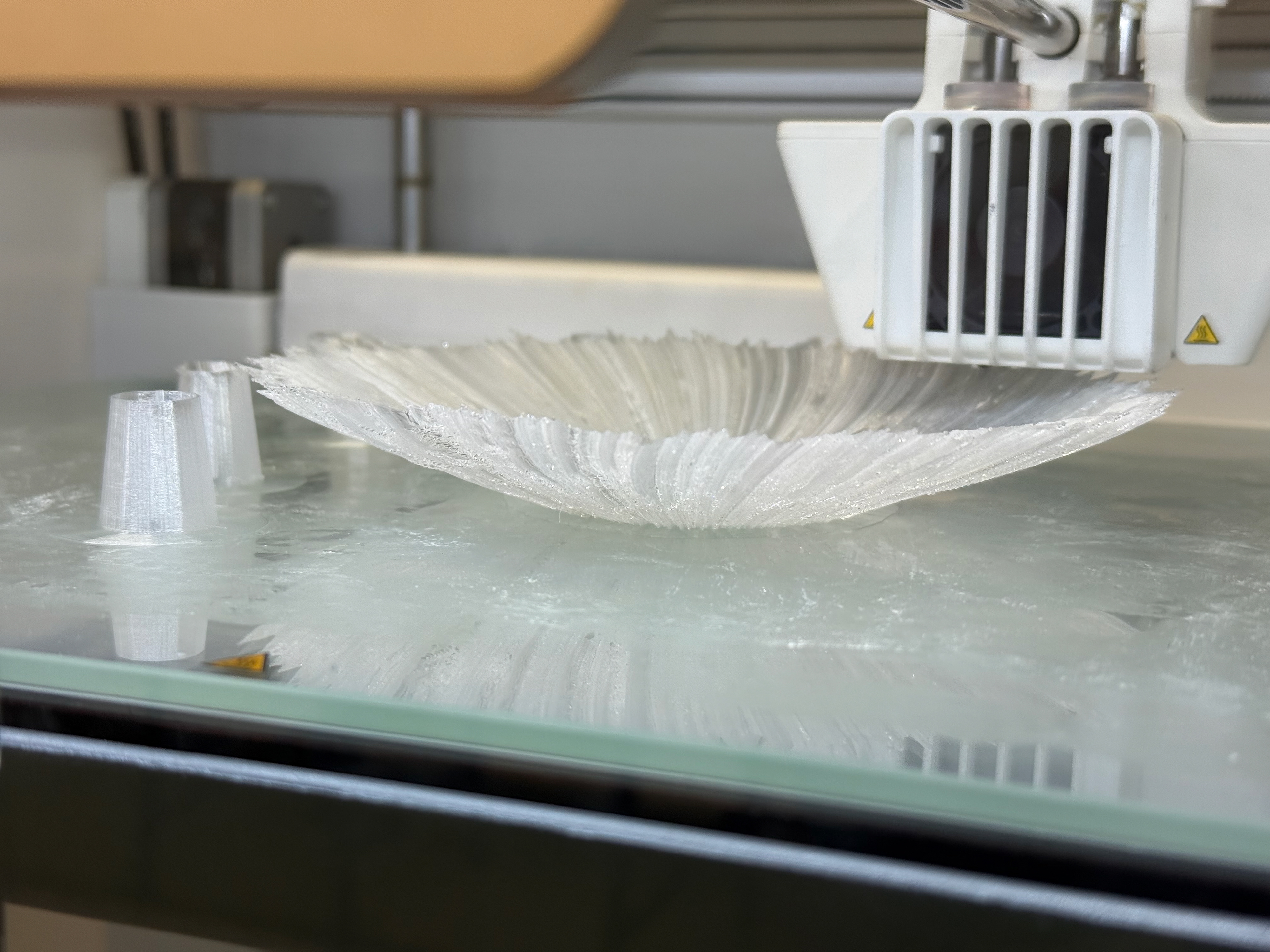
Past the widest point but now it's going to overlay
Print pattern changes a few times

Successful print
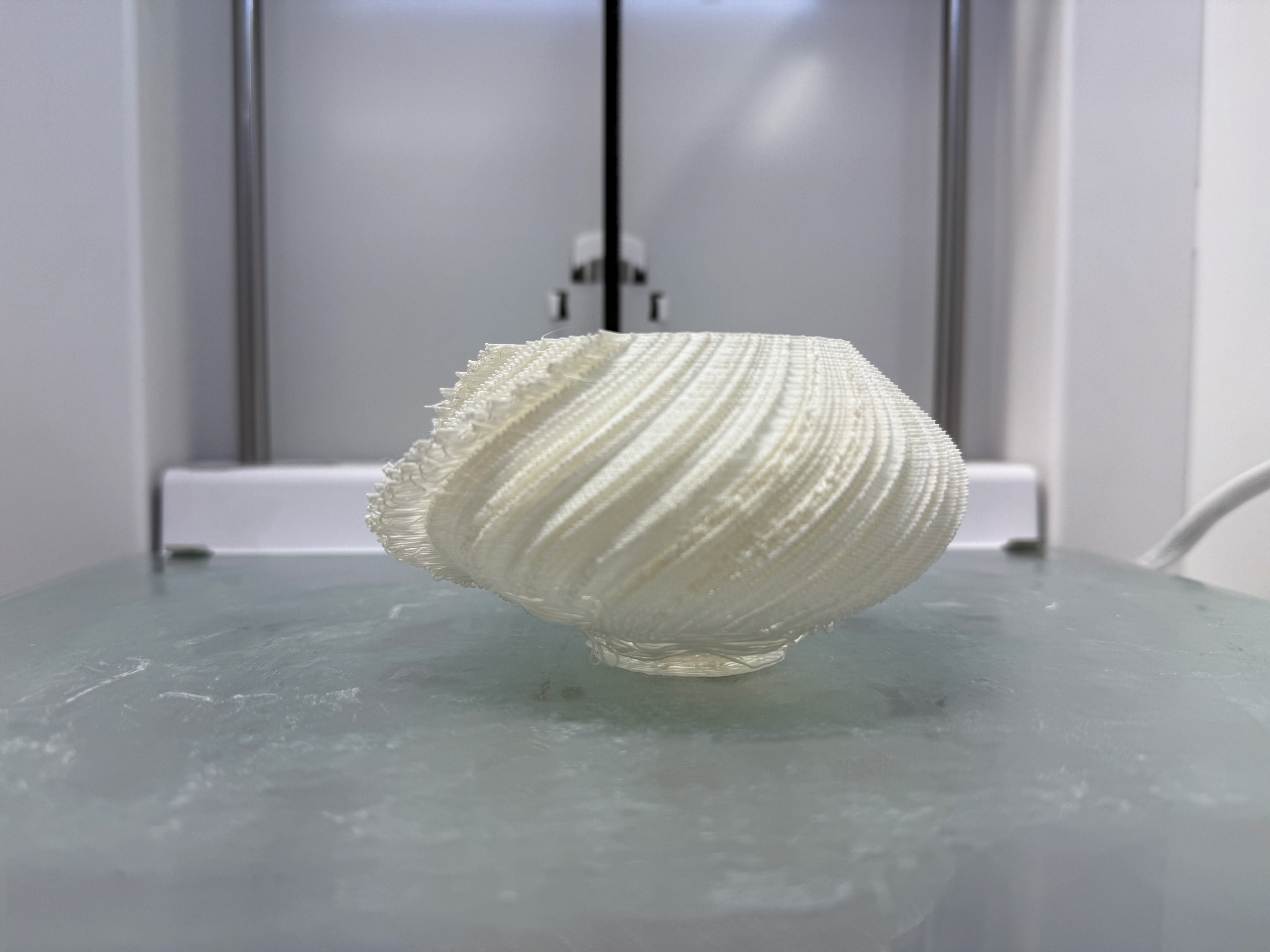
Waiting for the bed to cool, lighting looks good.
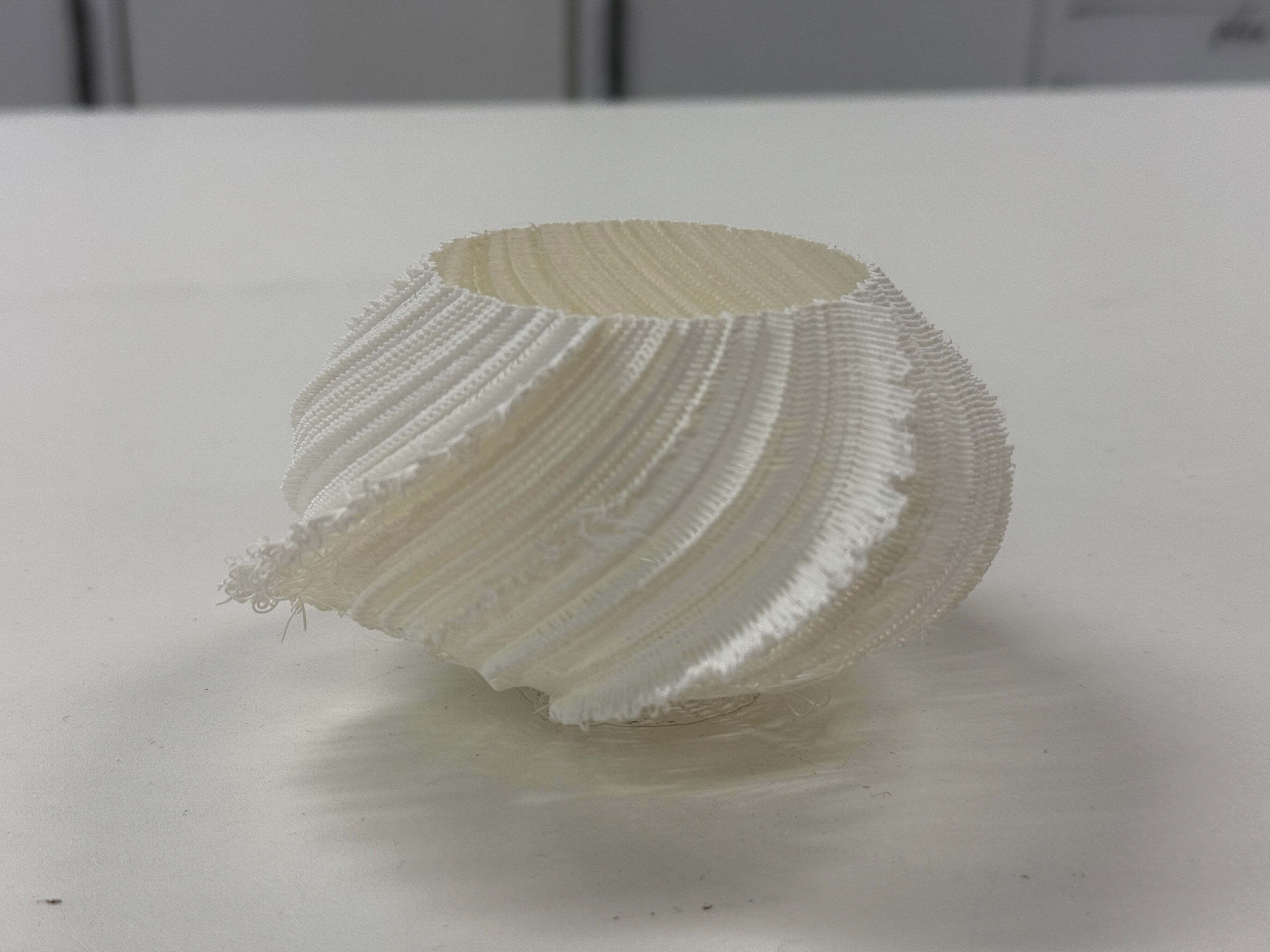
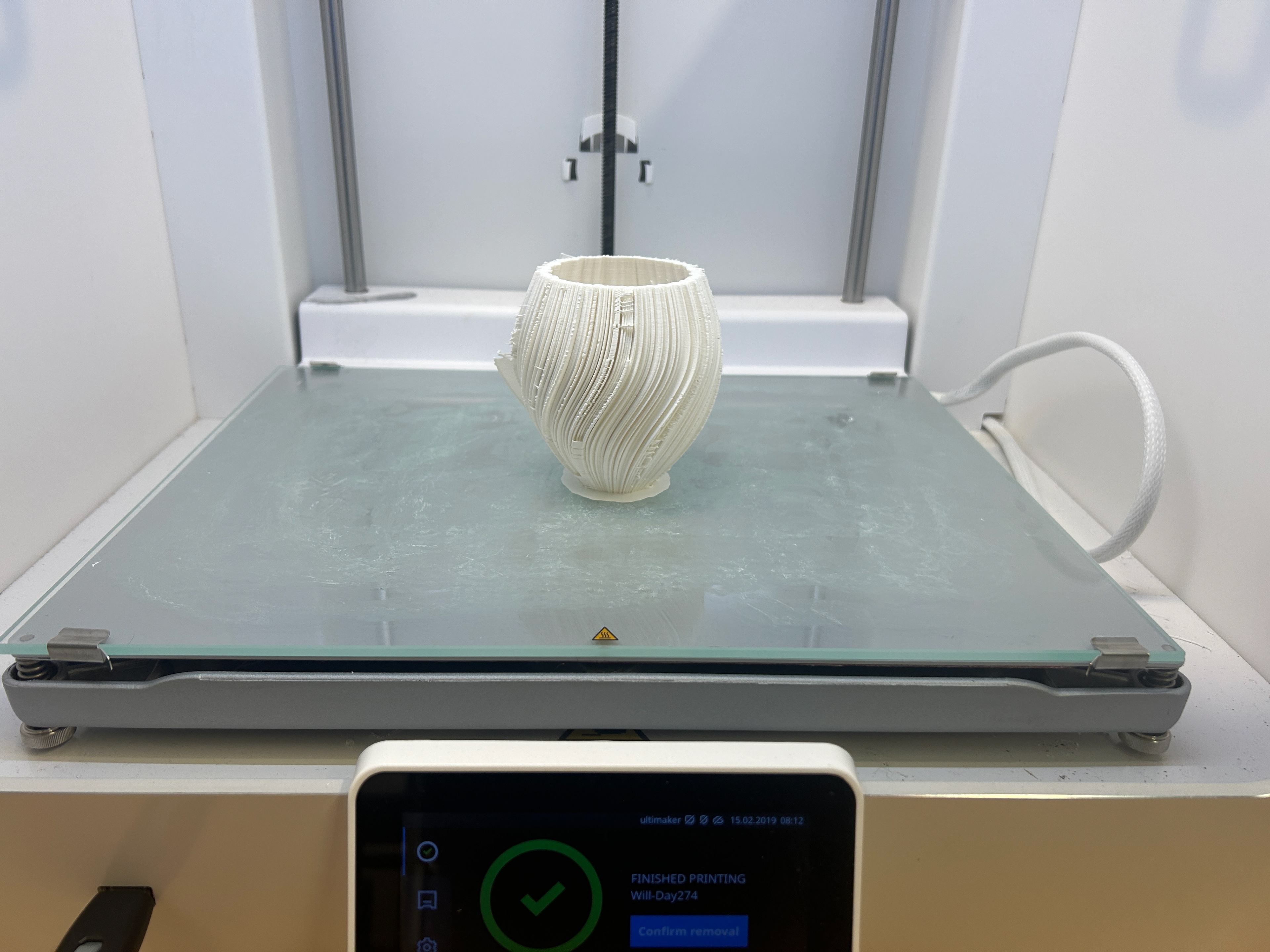
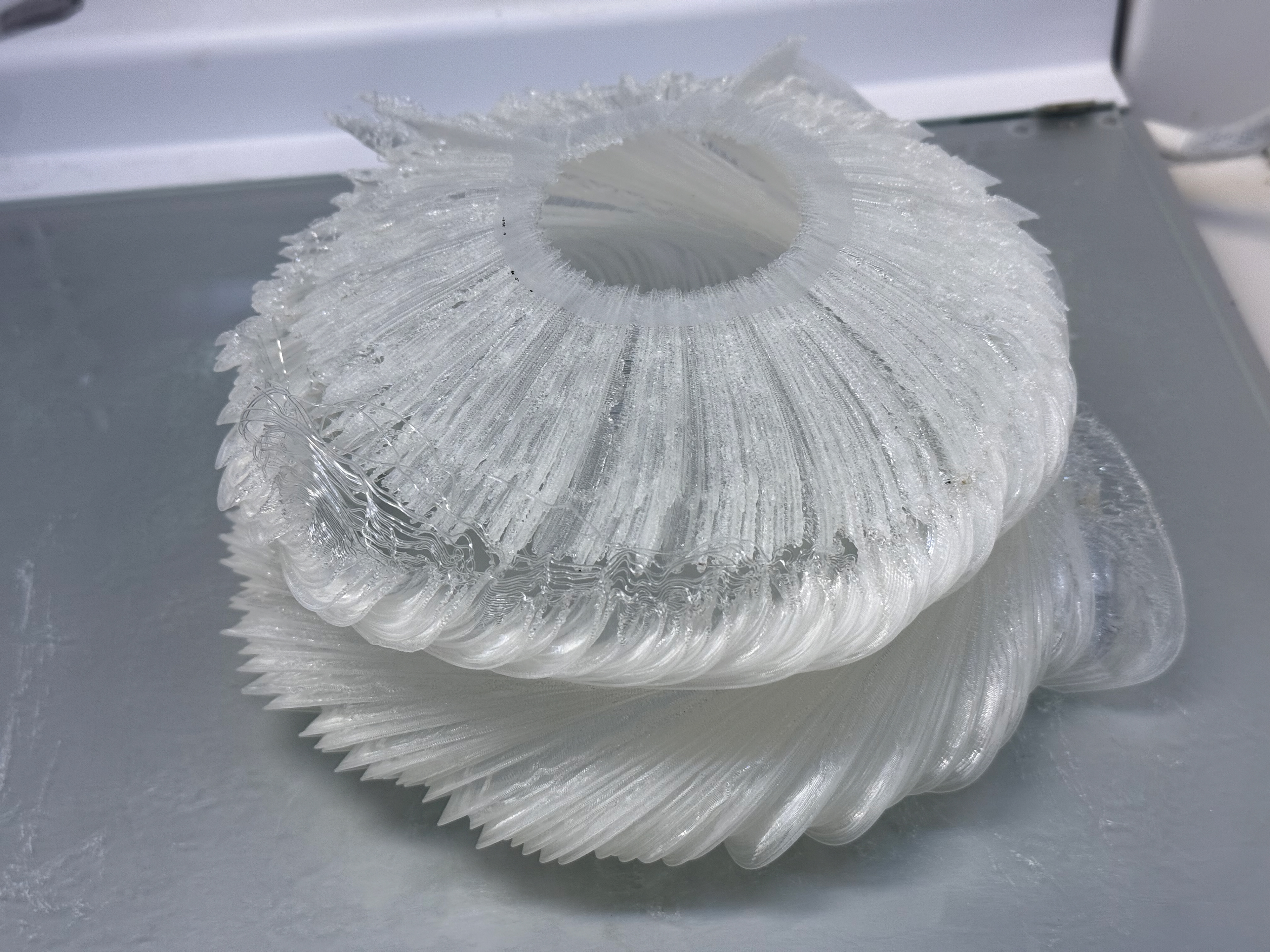
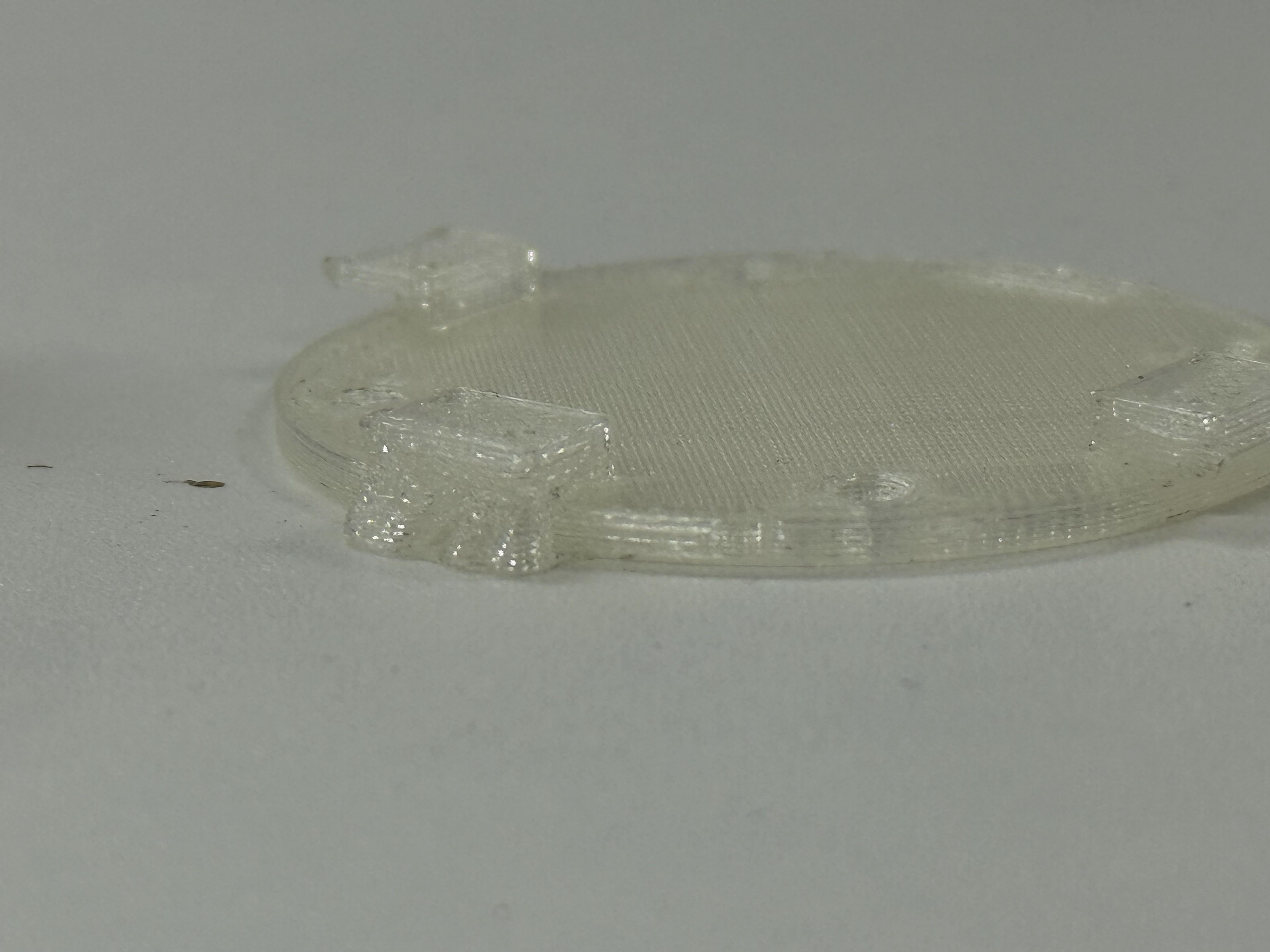
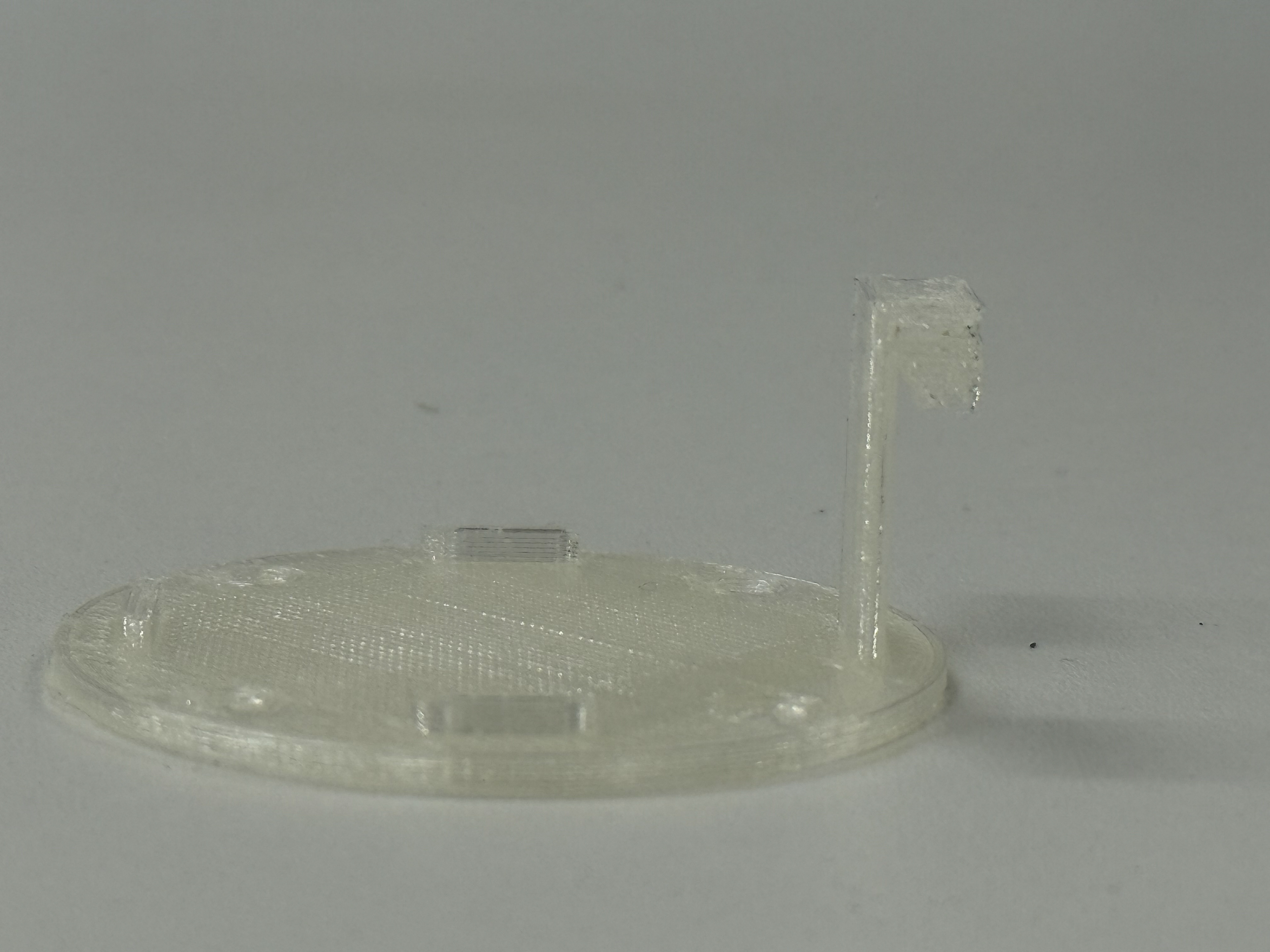
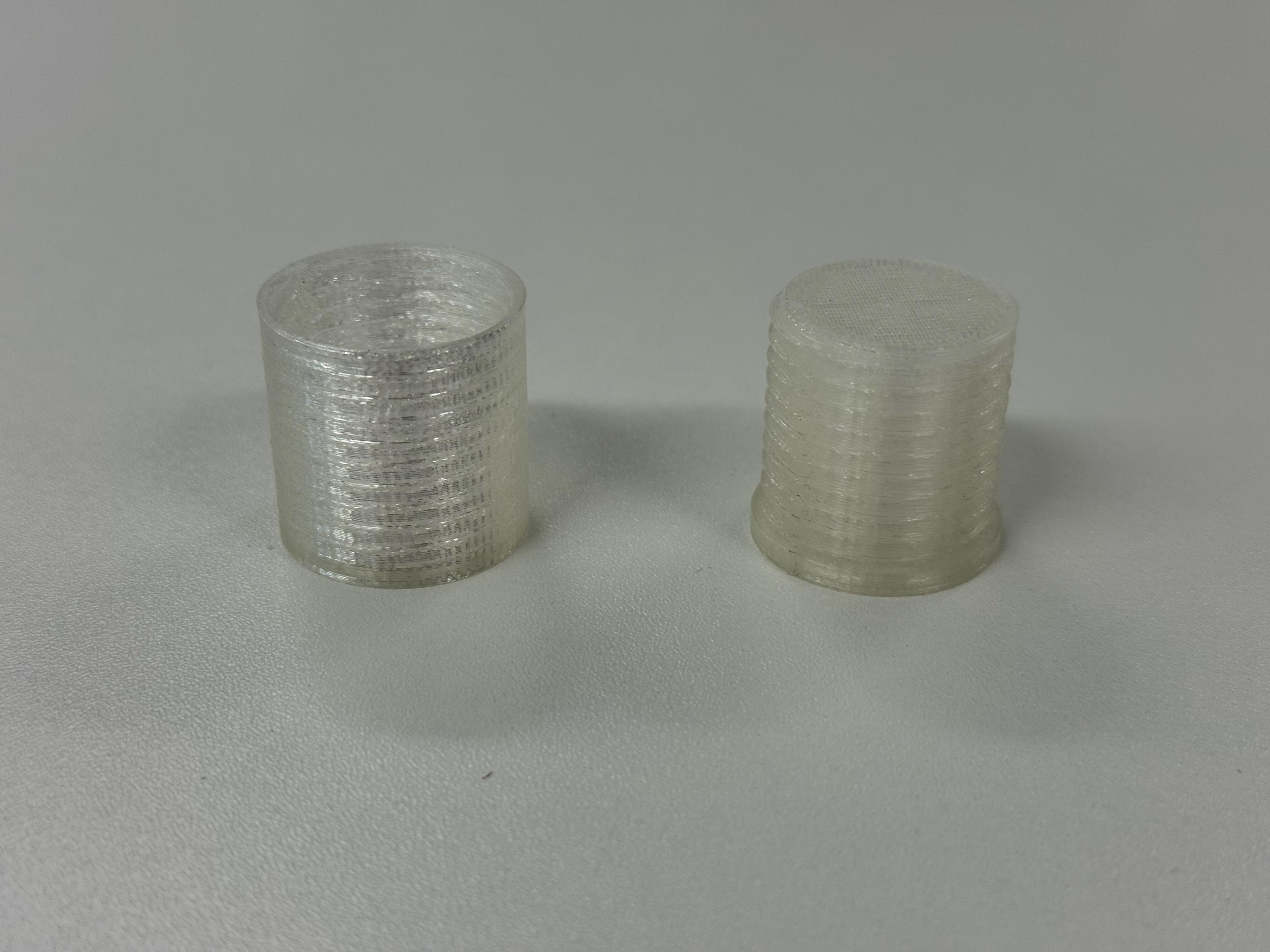
Finished Print
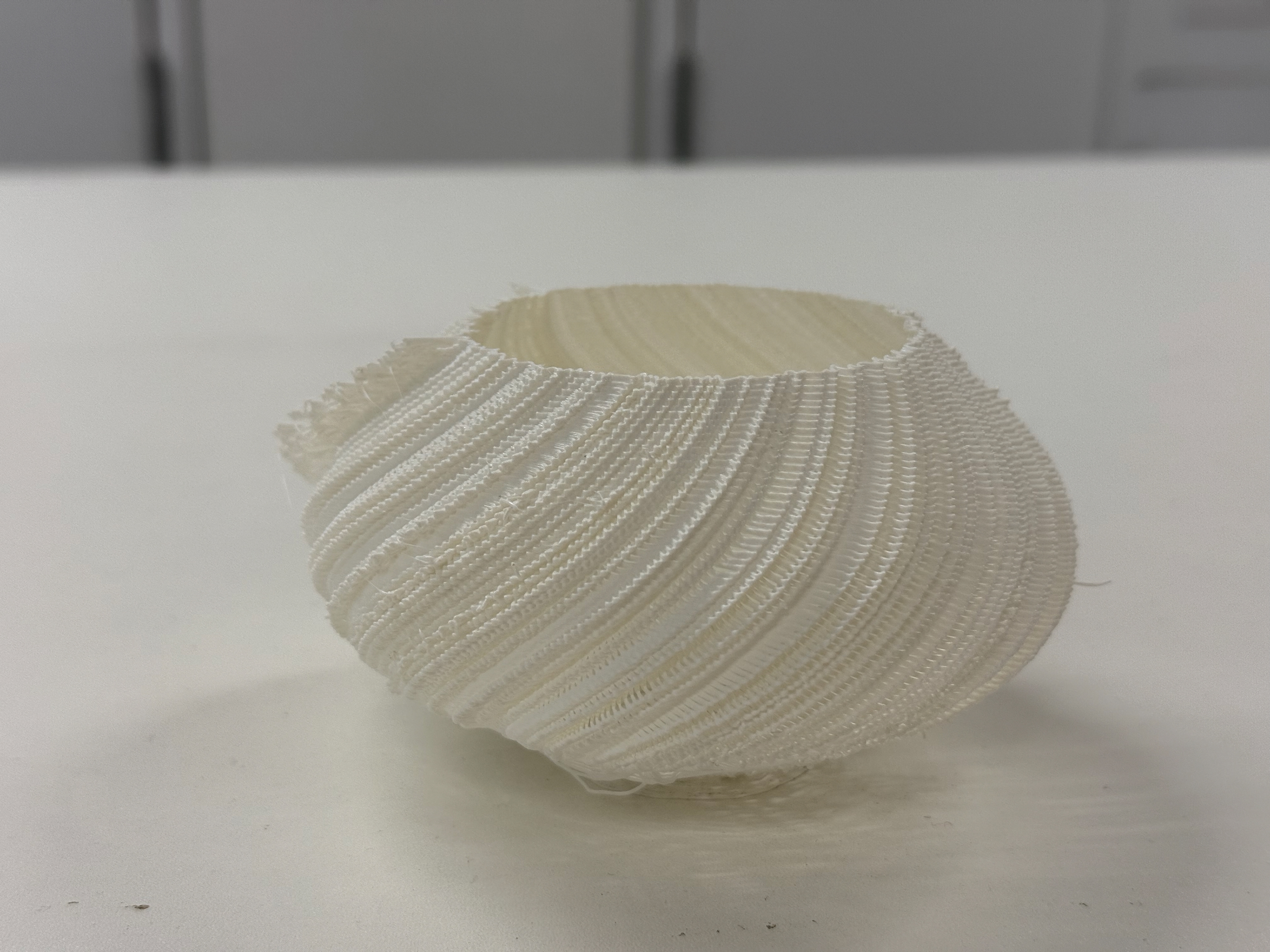
Finished Print
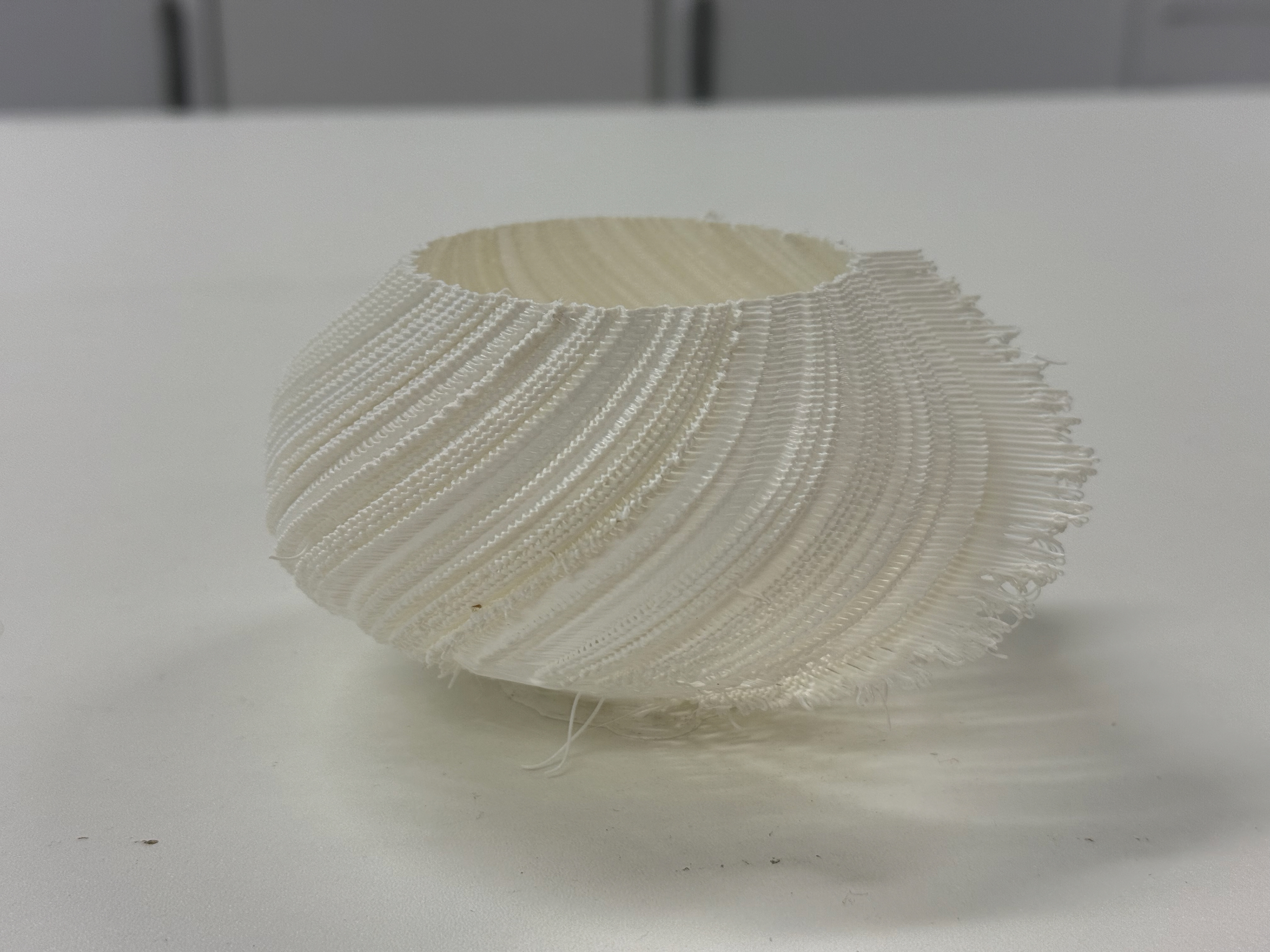
Finished Print
Finished Print
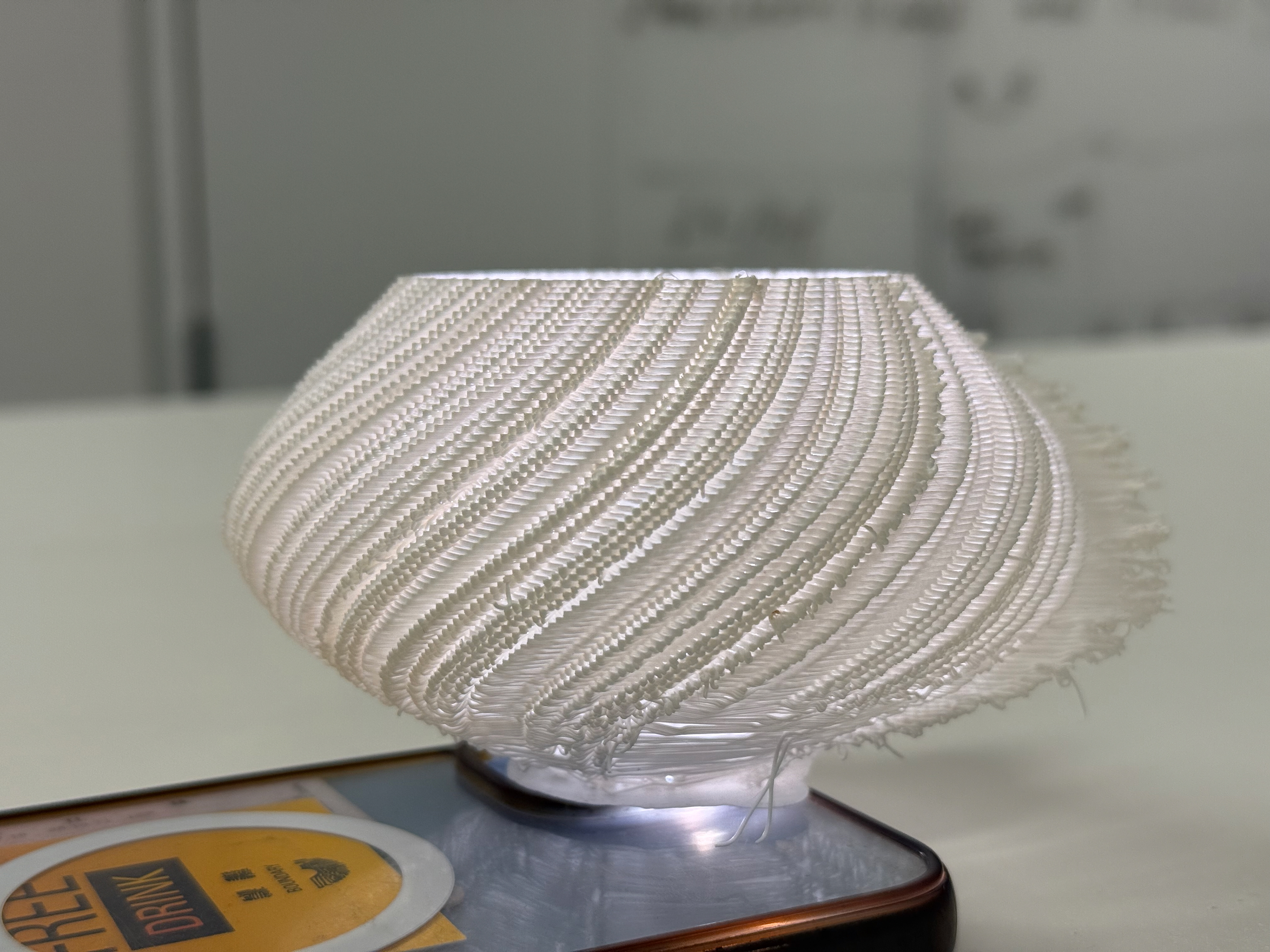
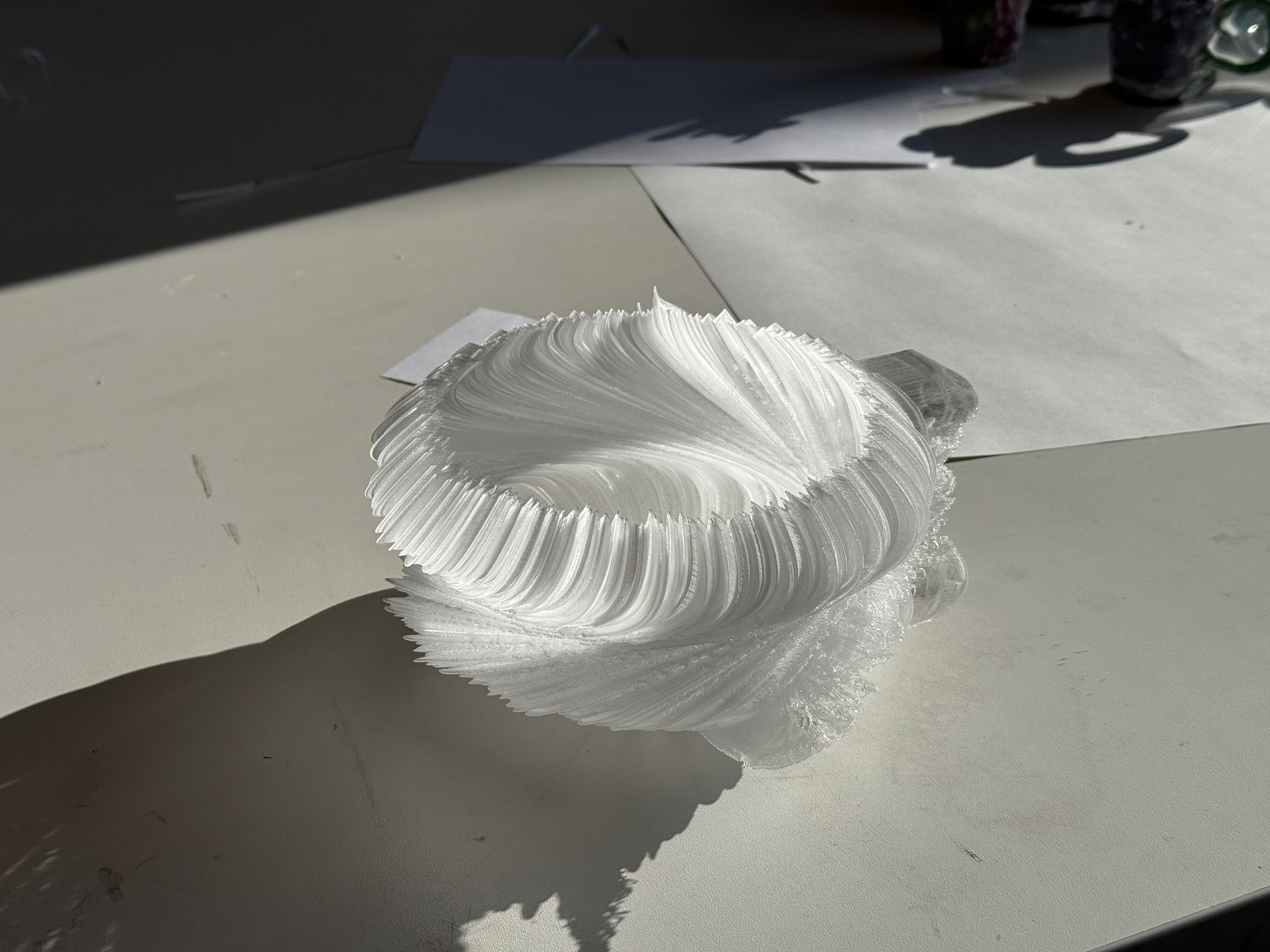
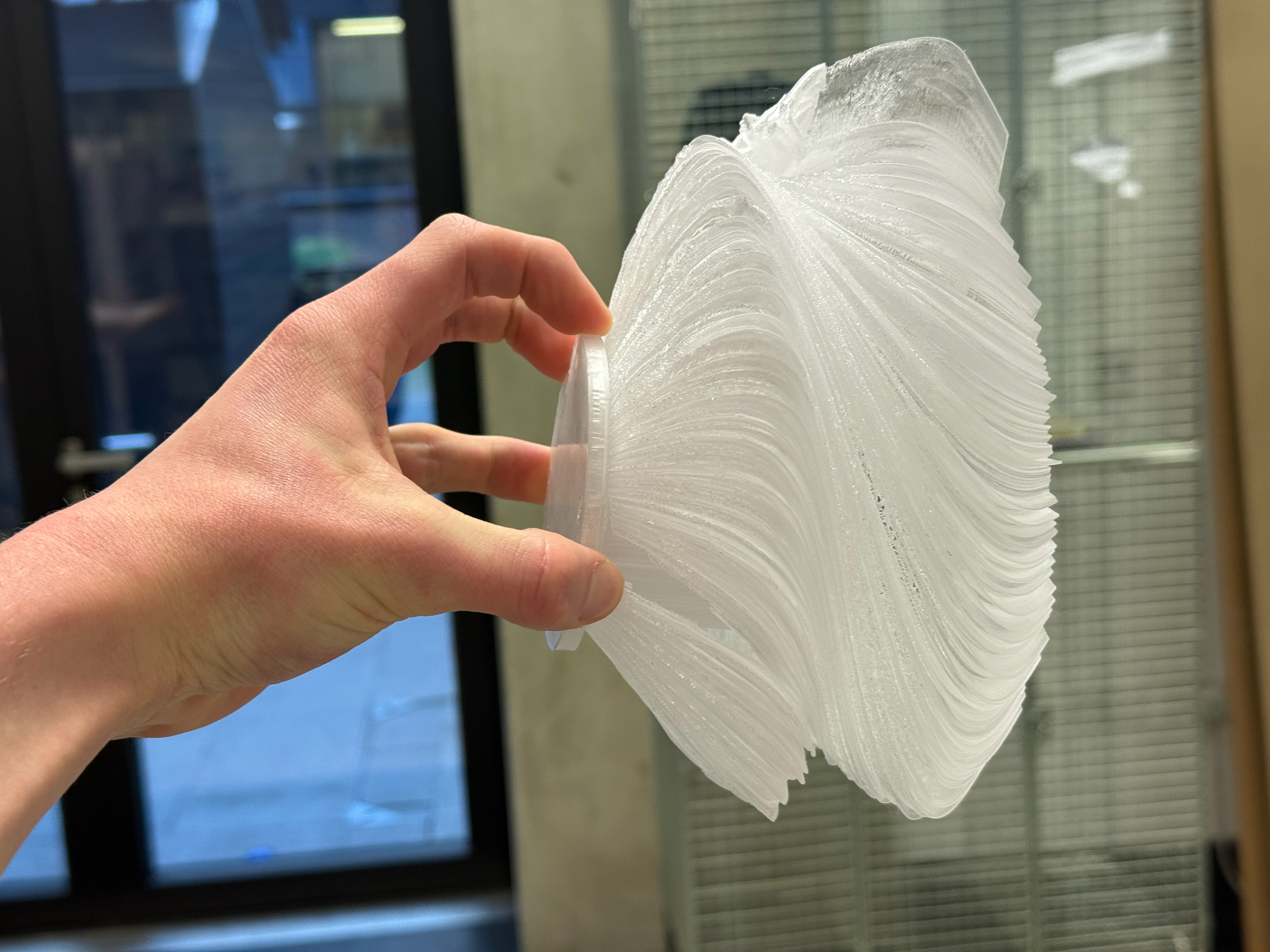
When a light is past through, it looks incredible. the small gaps let light through like a lamp shade
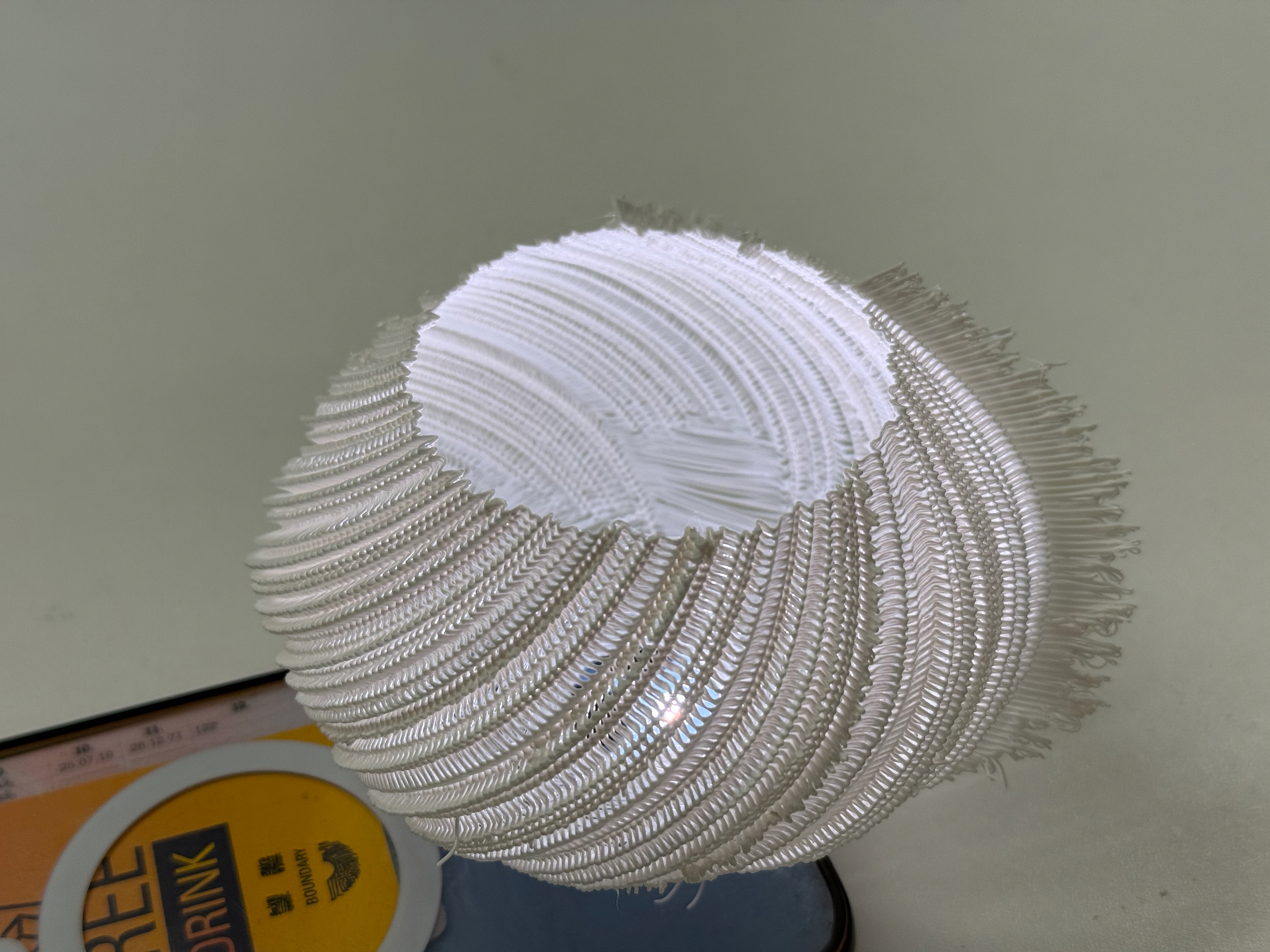
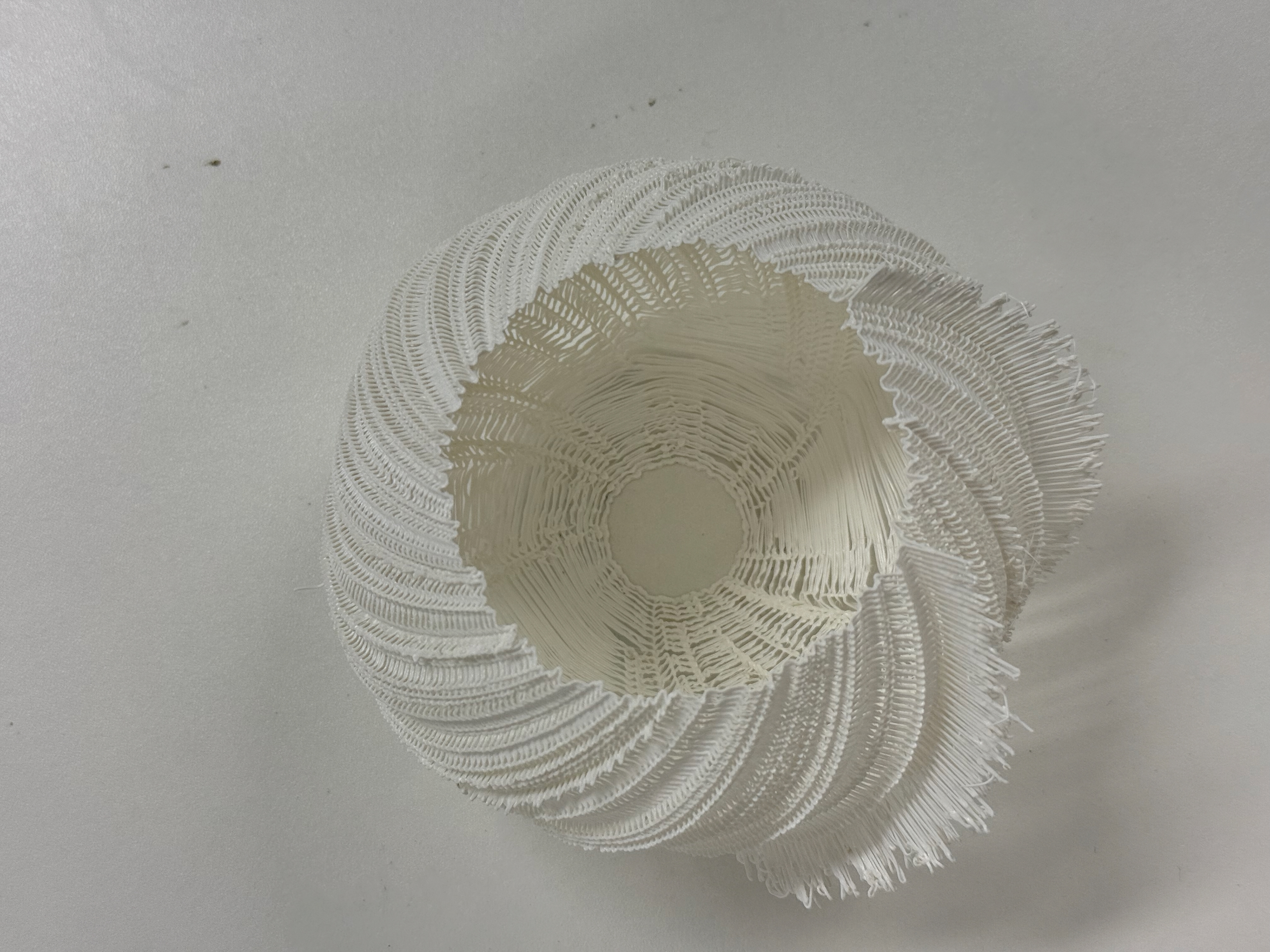
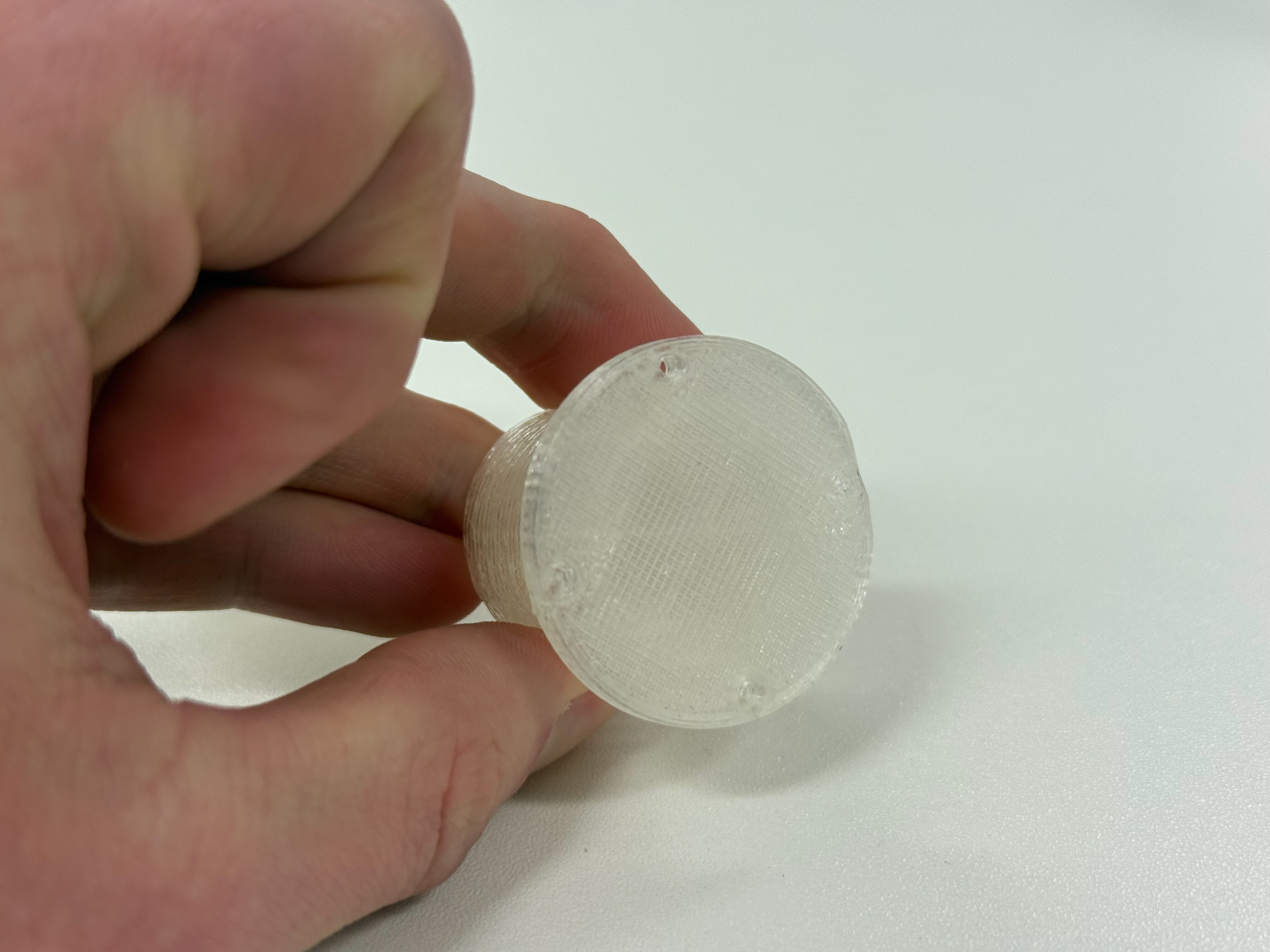
Top view with light

Comparison to Beta
Version 2
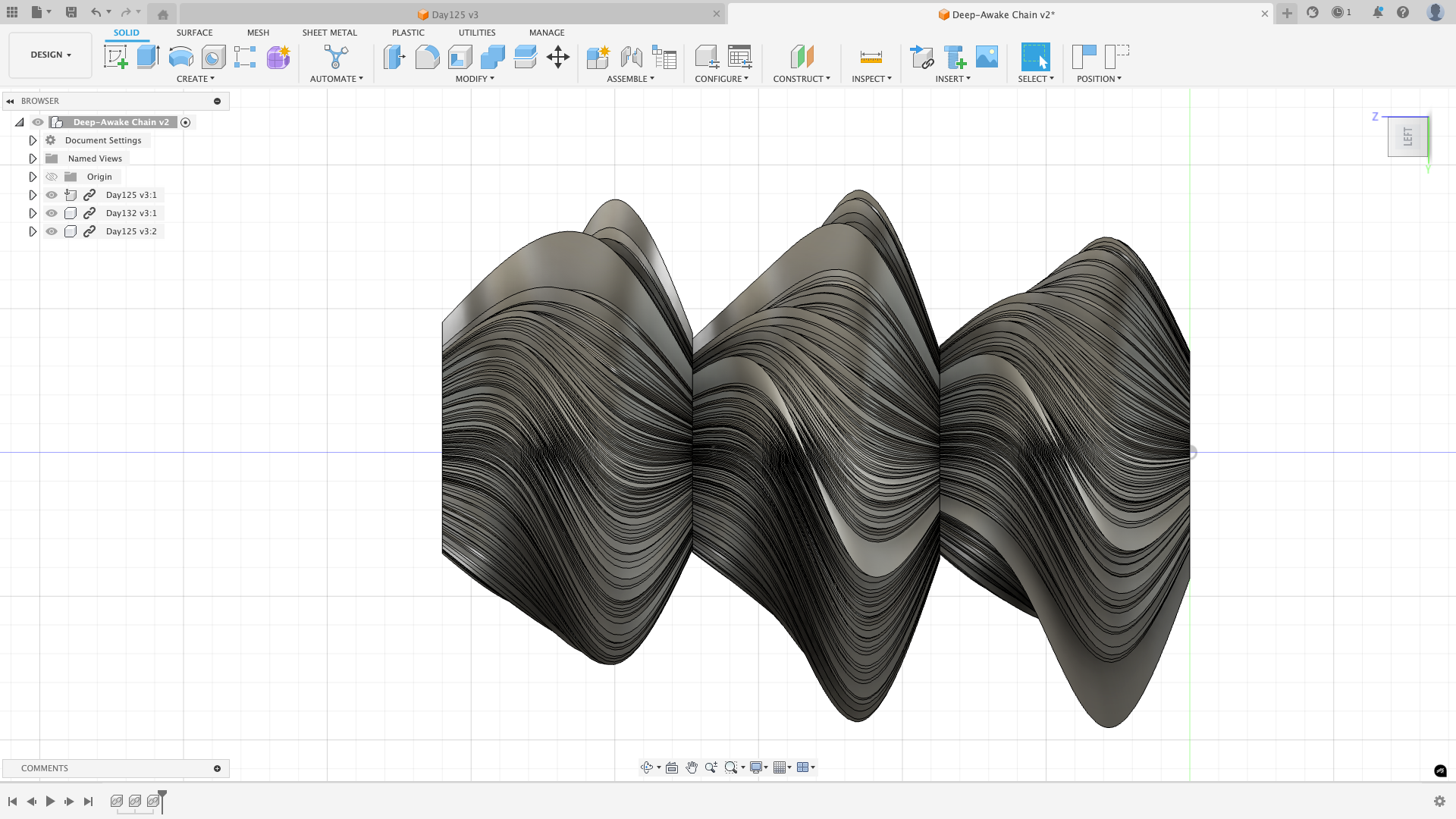
Version 3
Version 4
Version 5
The print started out fine with no issues. Except for Version 1, which I monitored and it looked like I recovered.
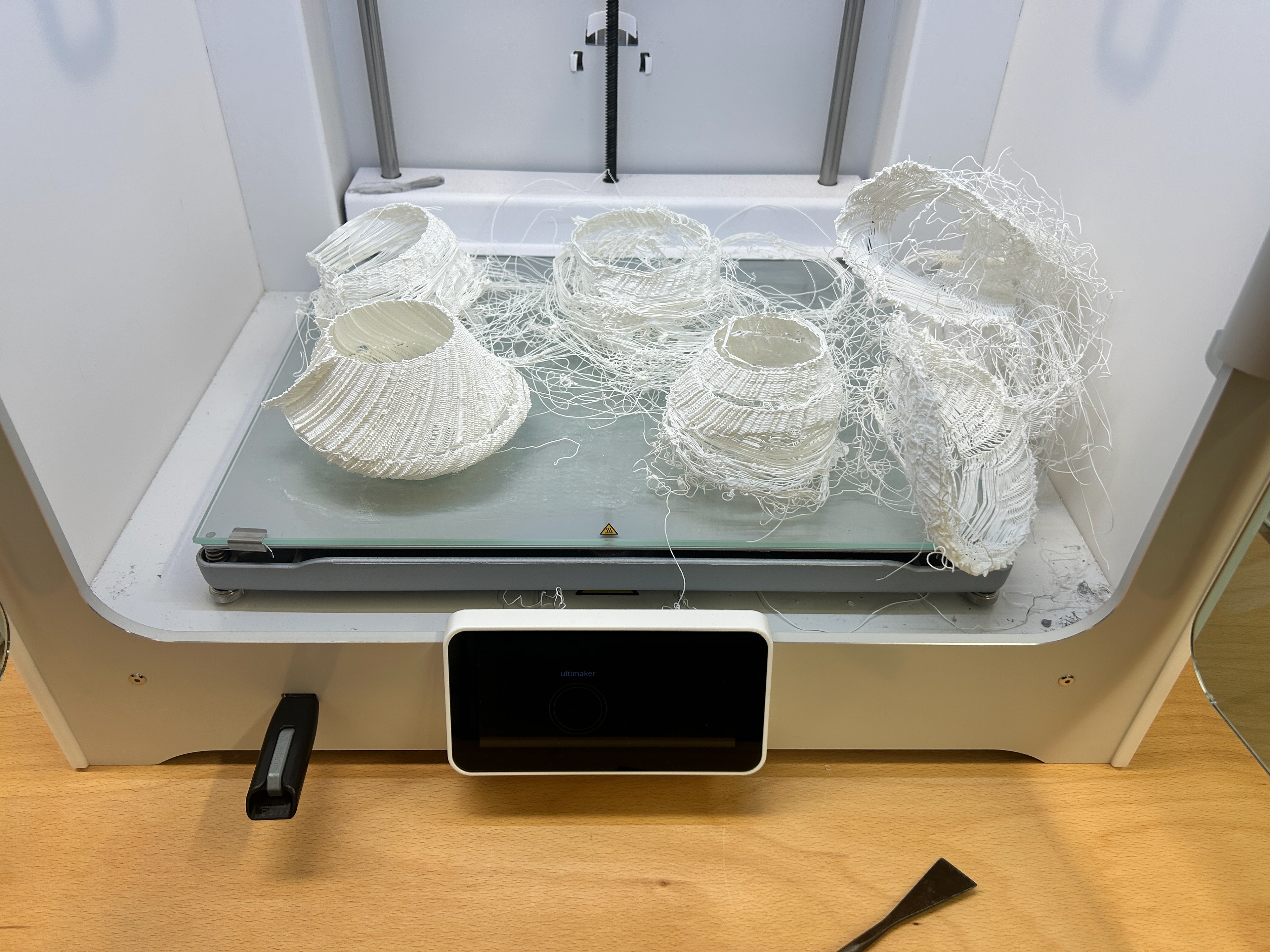
Something catastrophic went wrong through the night

Version 3 was the only salvageable piece.

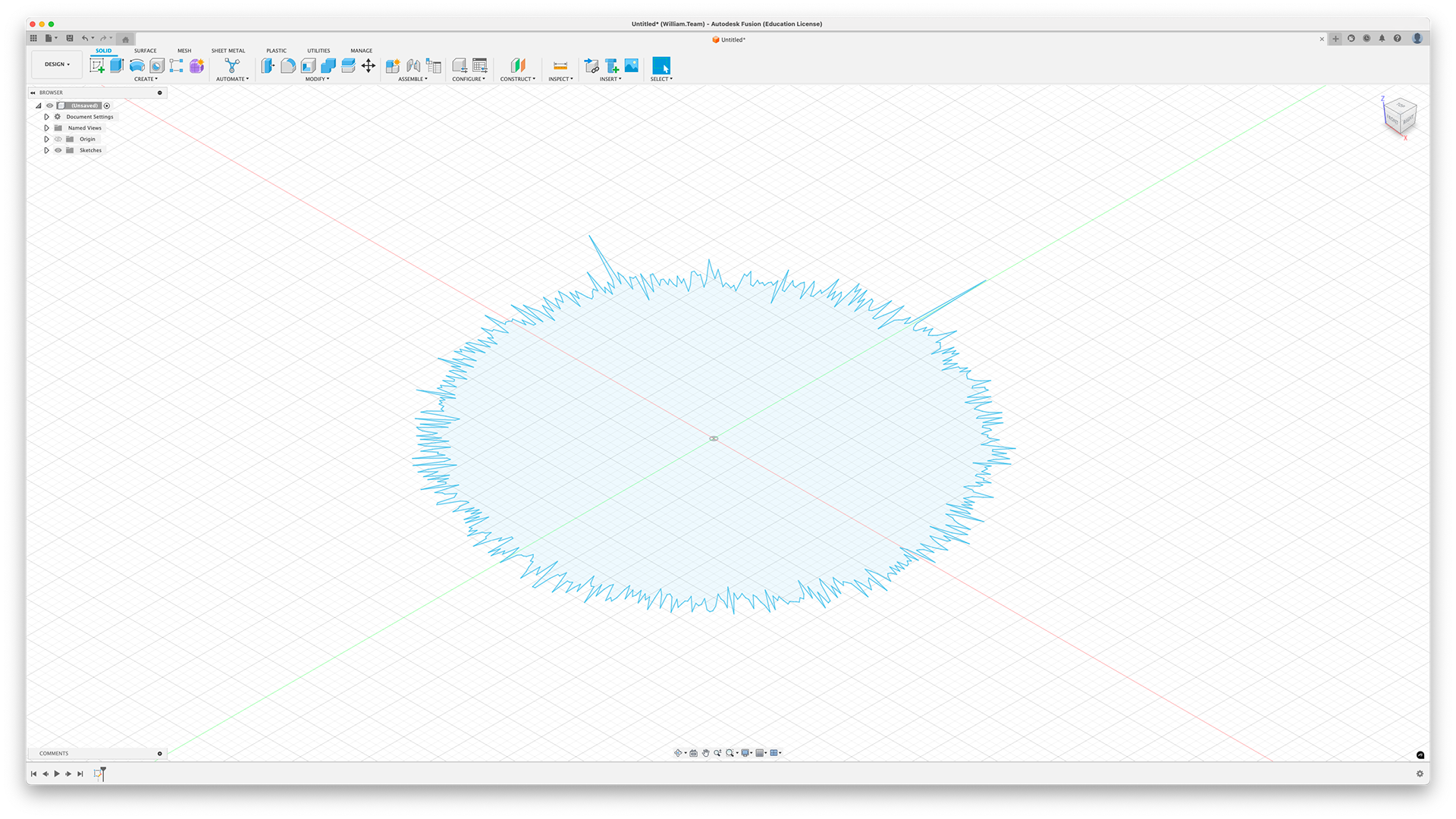
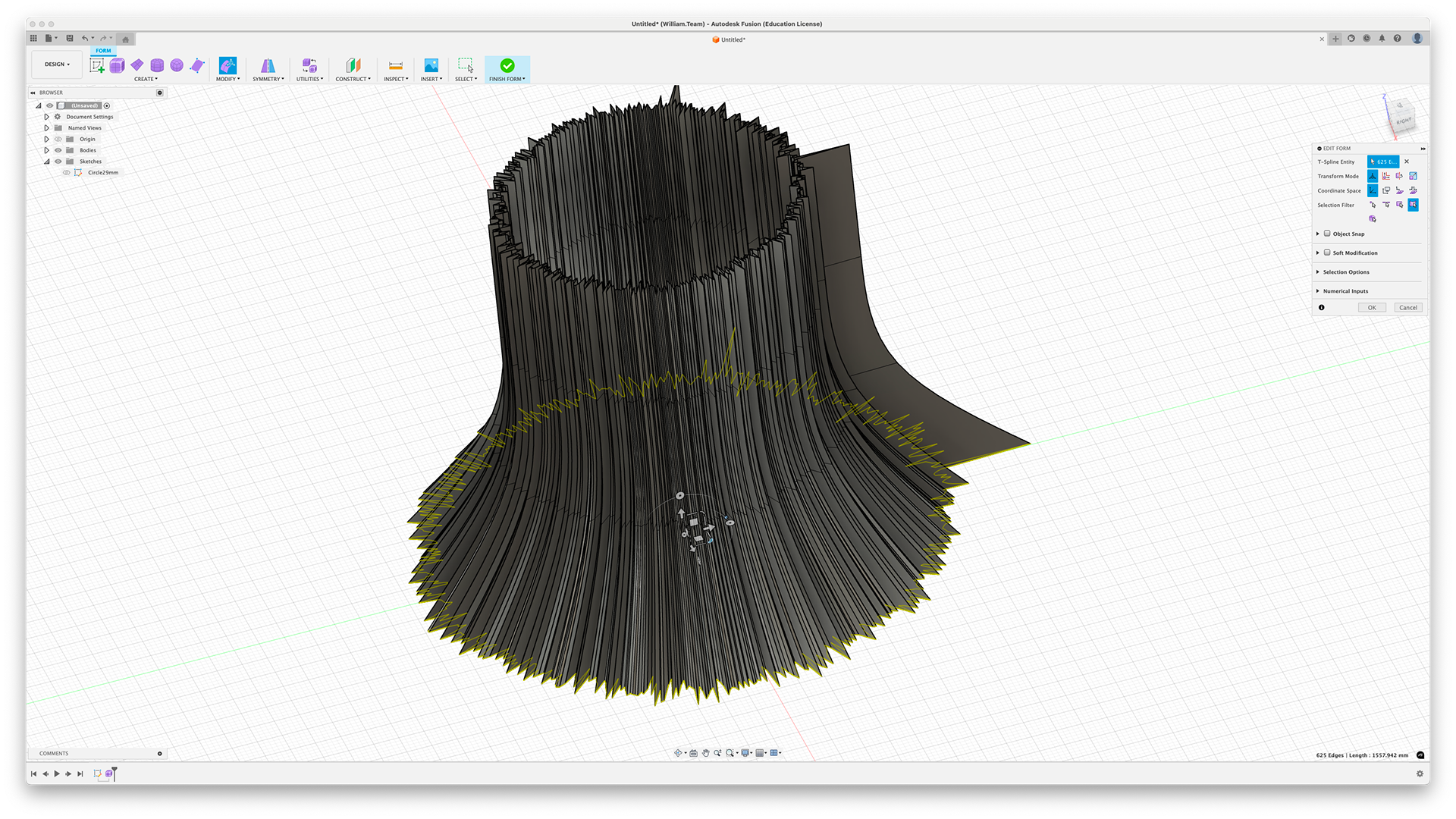
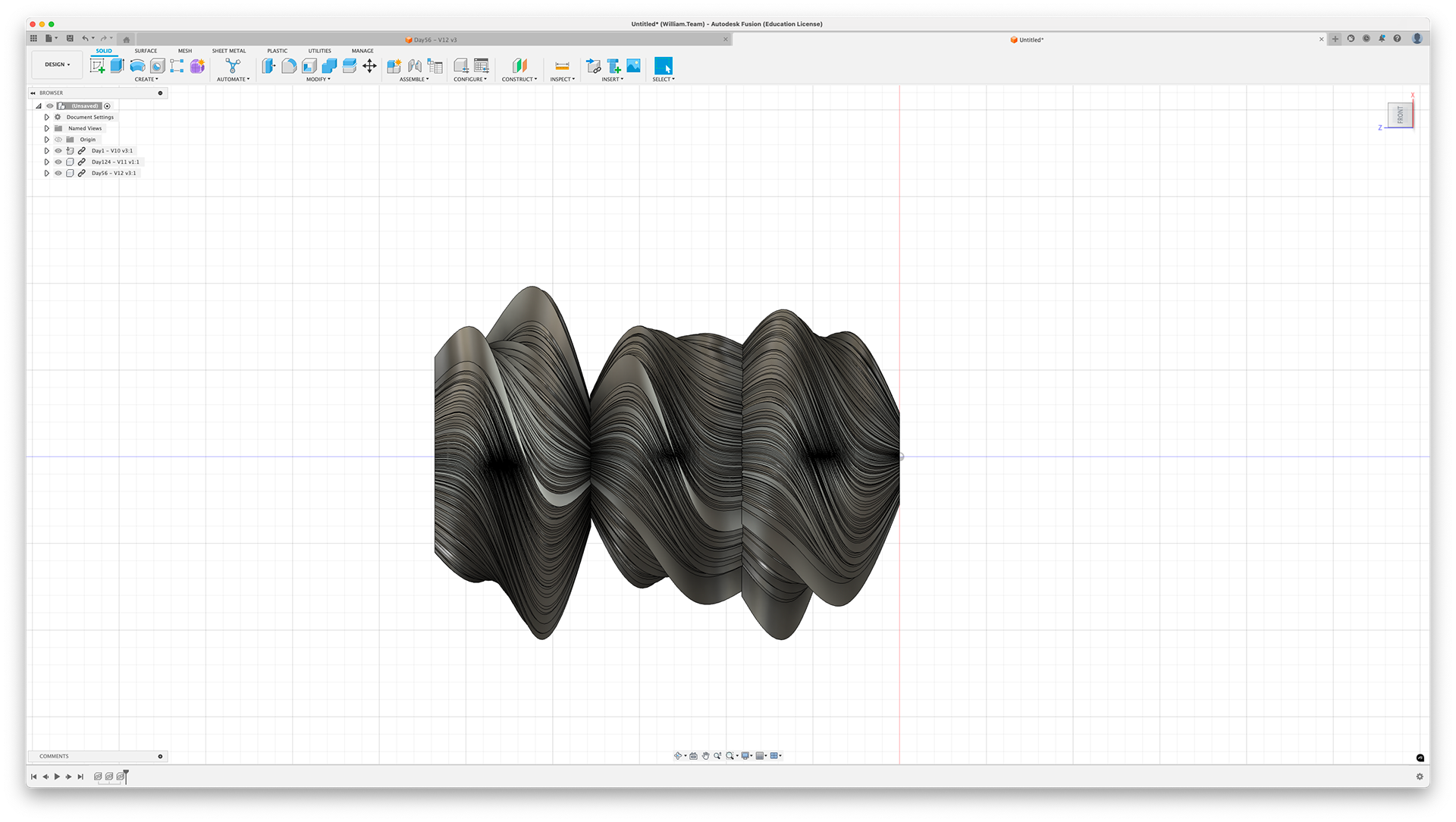
Import .dxf
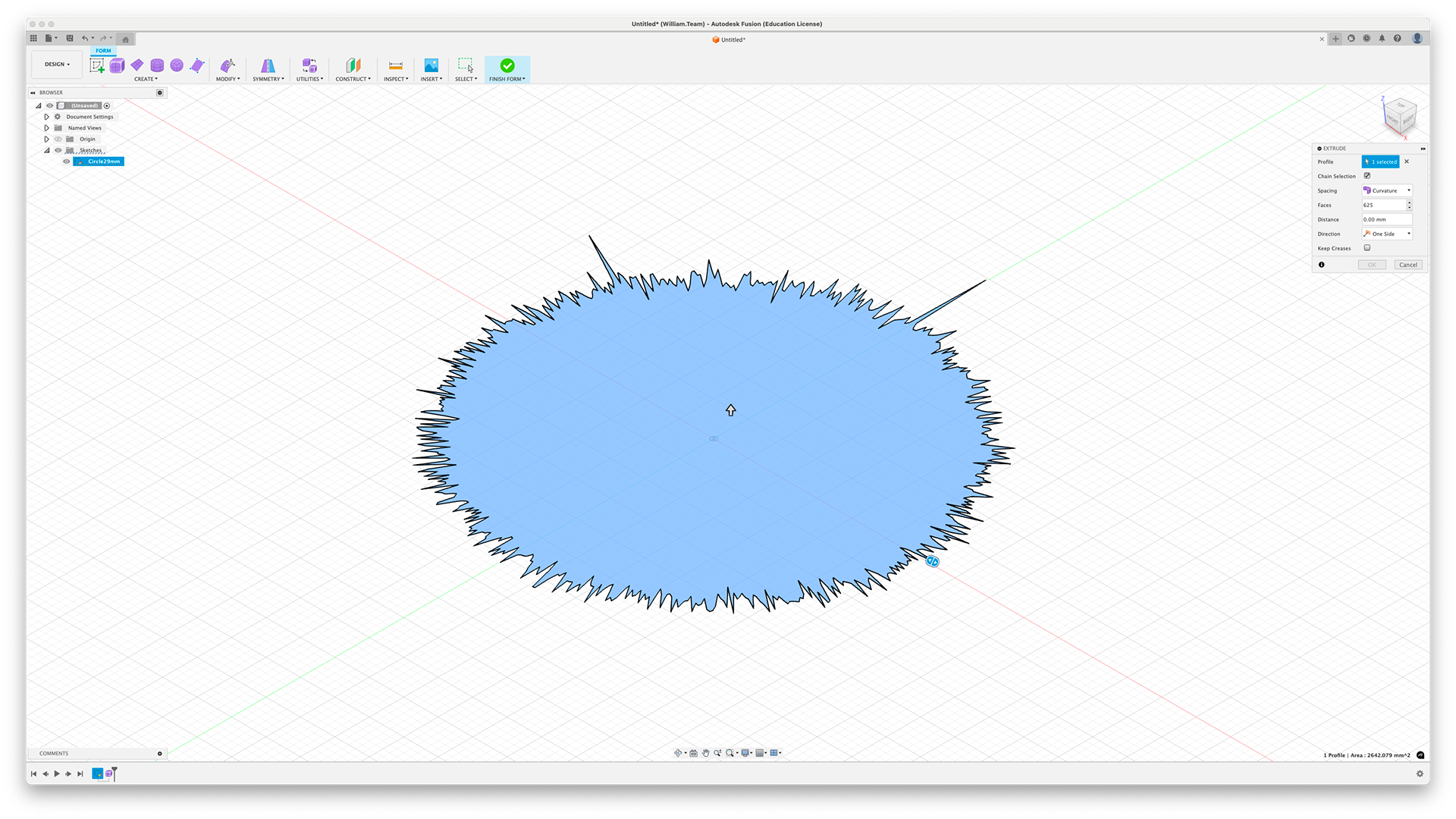
Select extrude
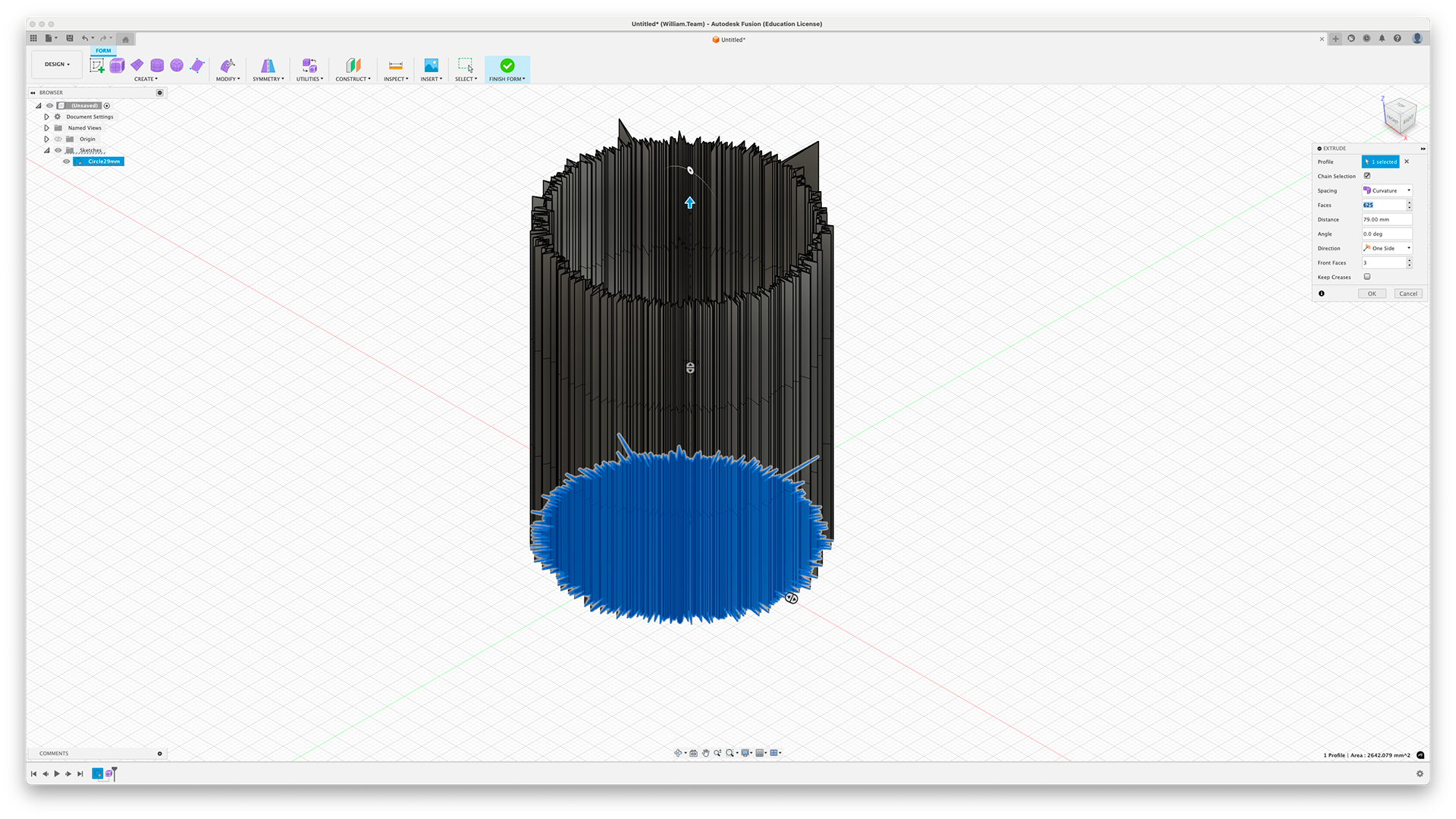
Extrude to the height (Sleep efficiency %) and then set the number of faces to 3
Select the bottom face and scale up according to the numbers document
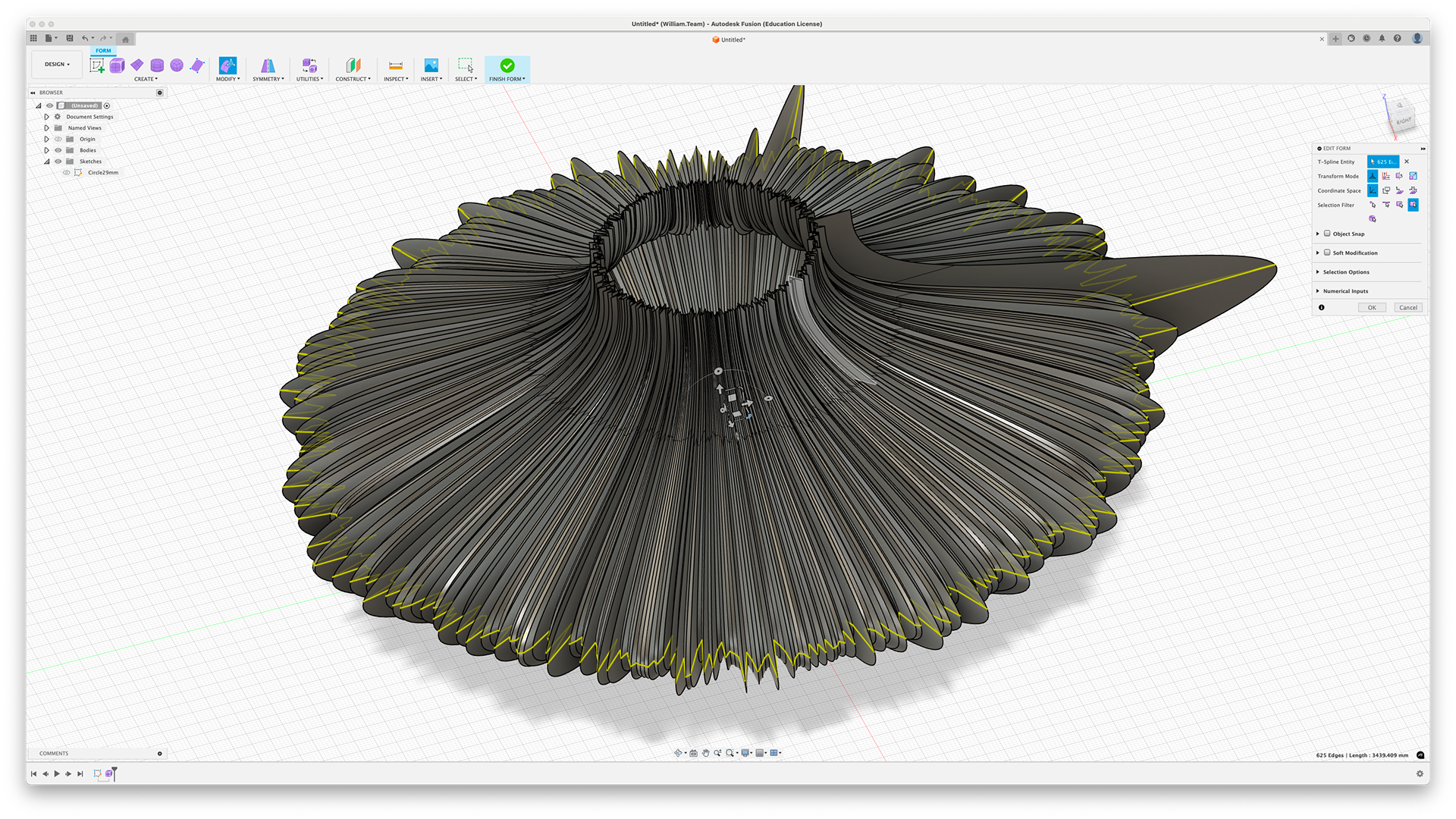
Select the lower middle face and scale up according to the numbers document
Select the upper middle face and scale up according to the numbers document
Select the top face and scale up according to the numbers document
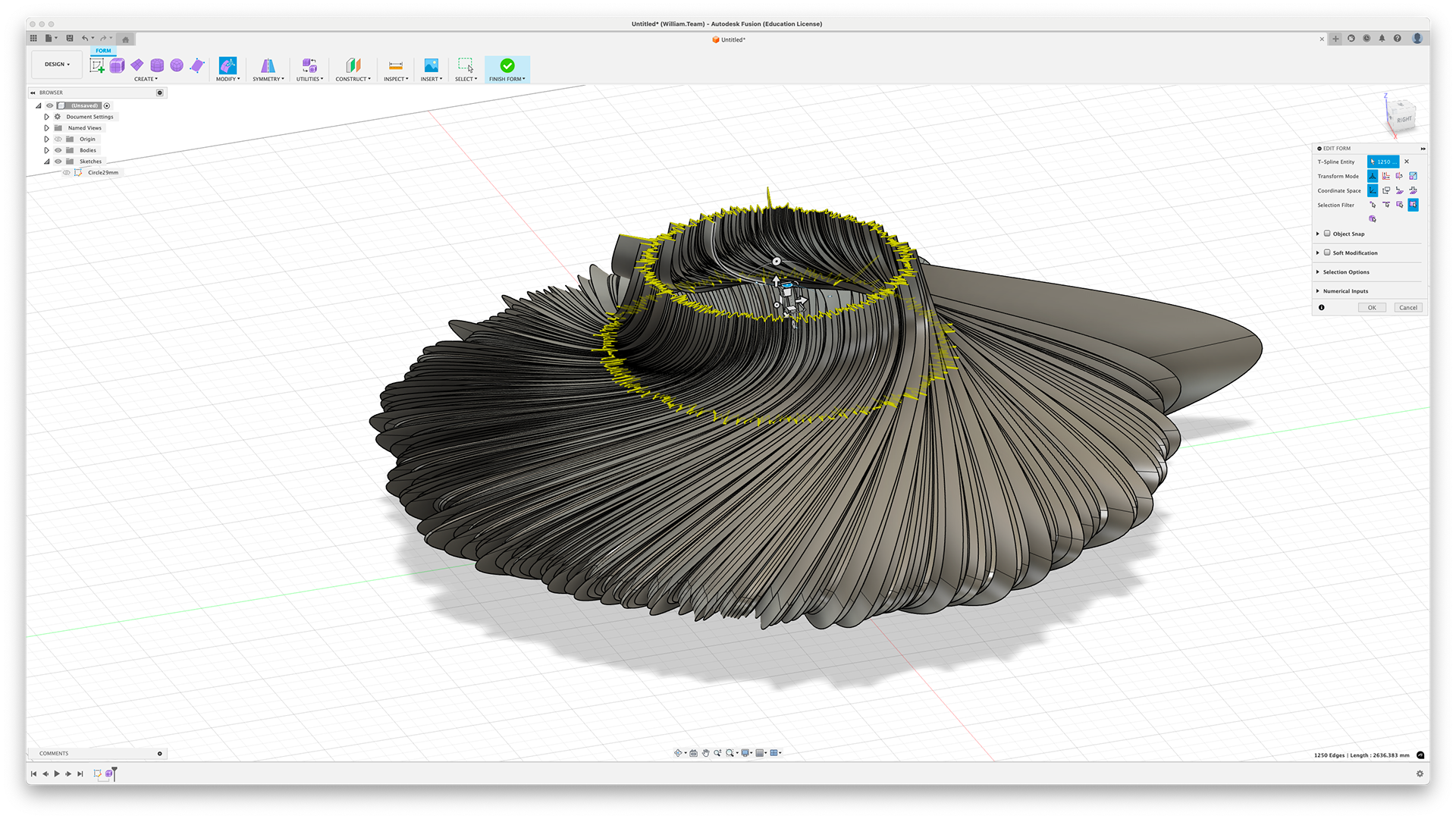
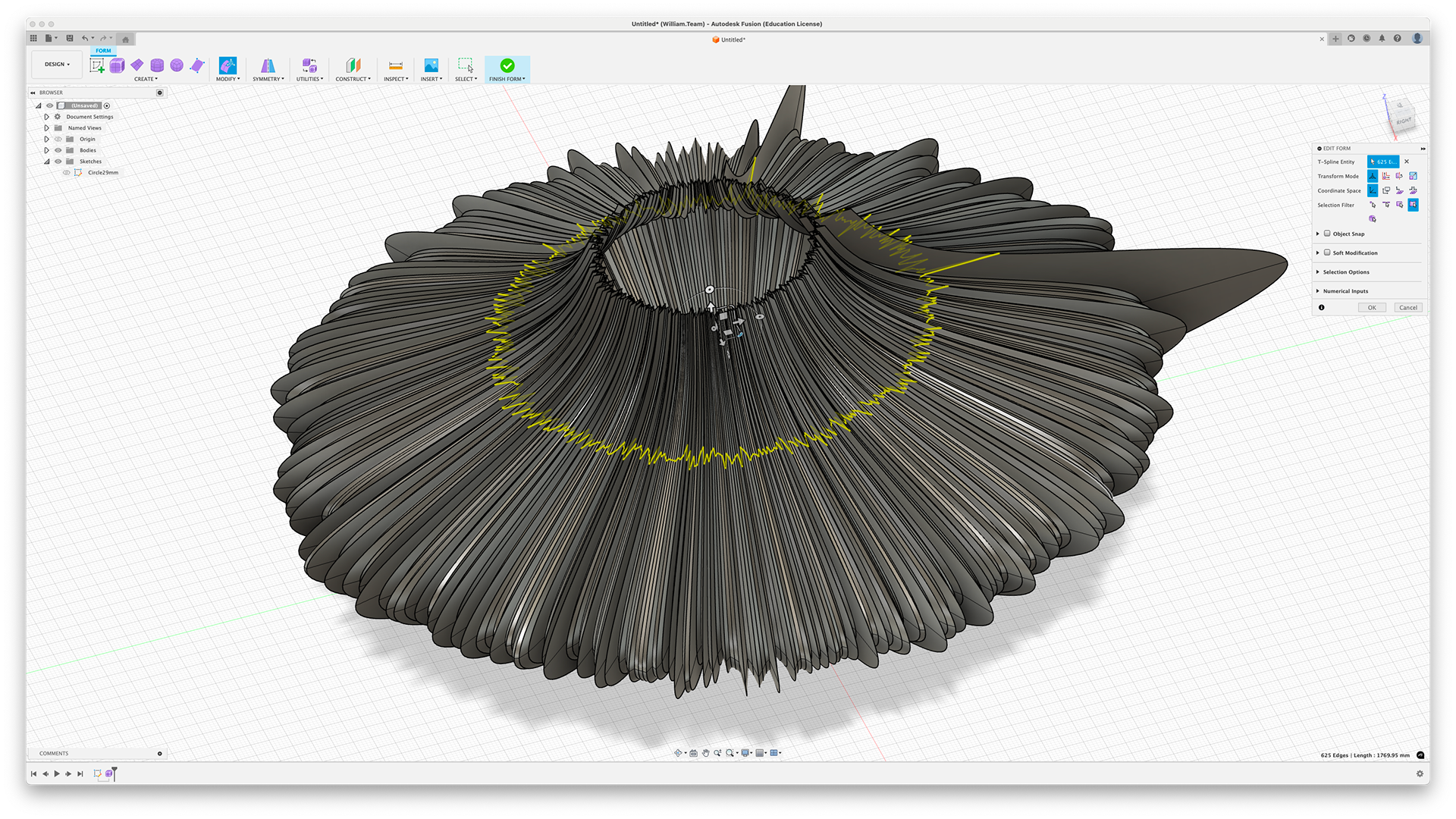
Select the top two faces and twist (Sleep performance %)
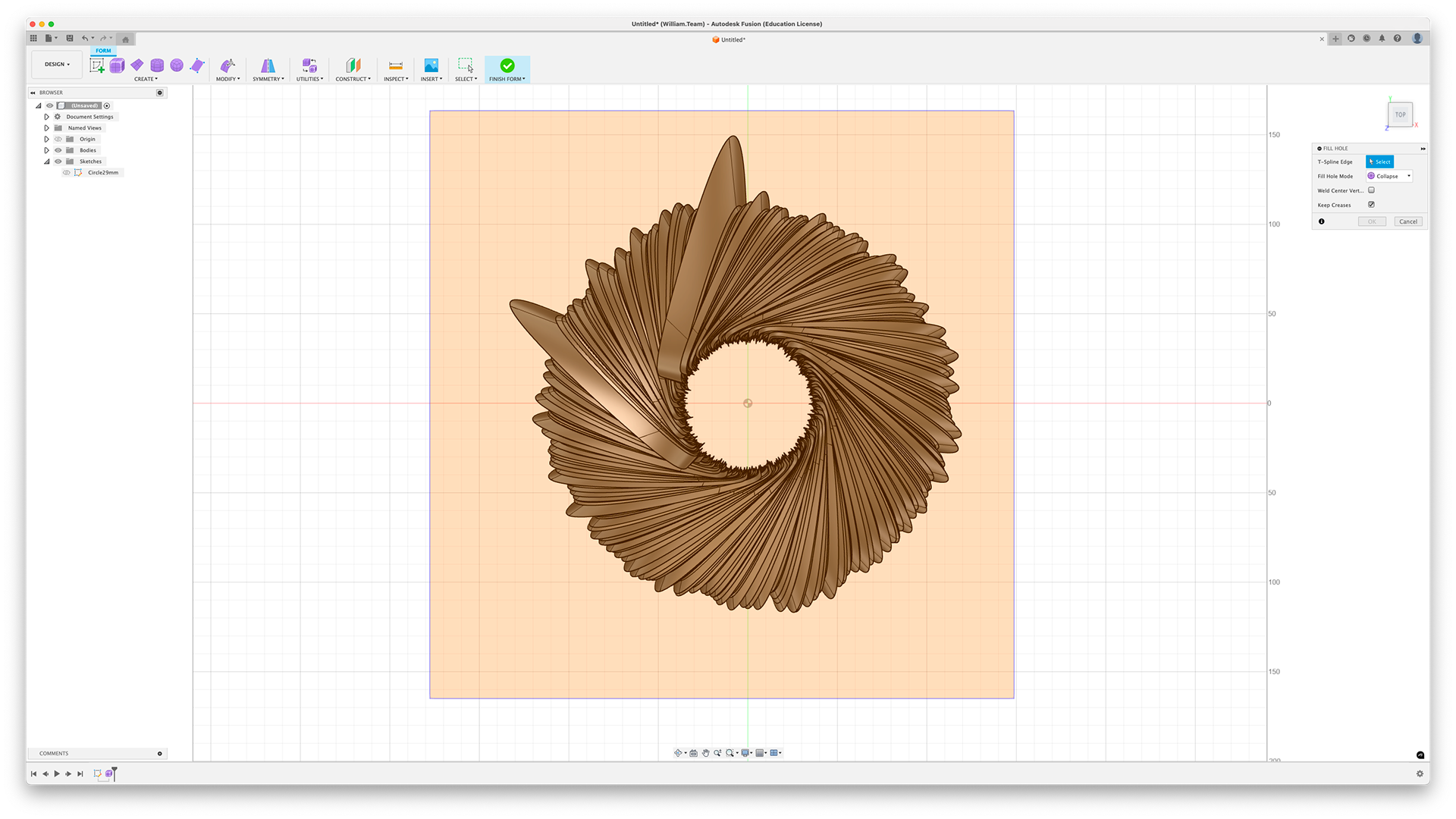
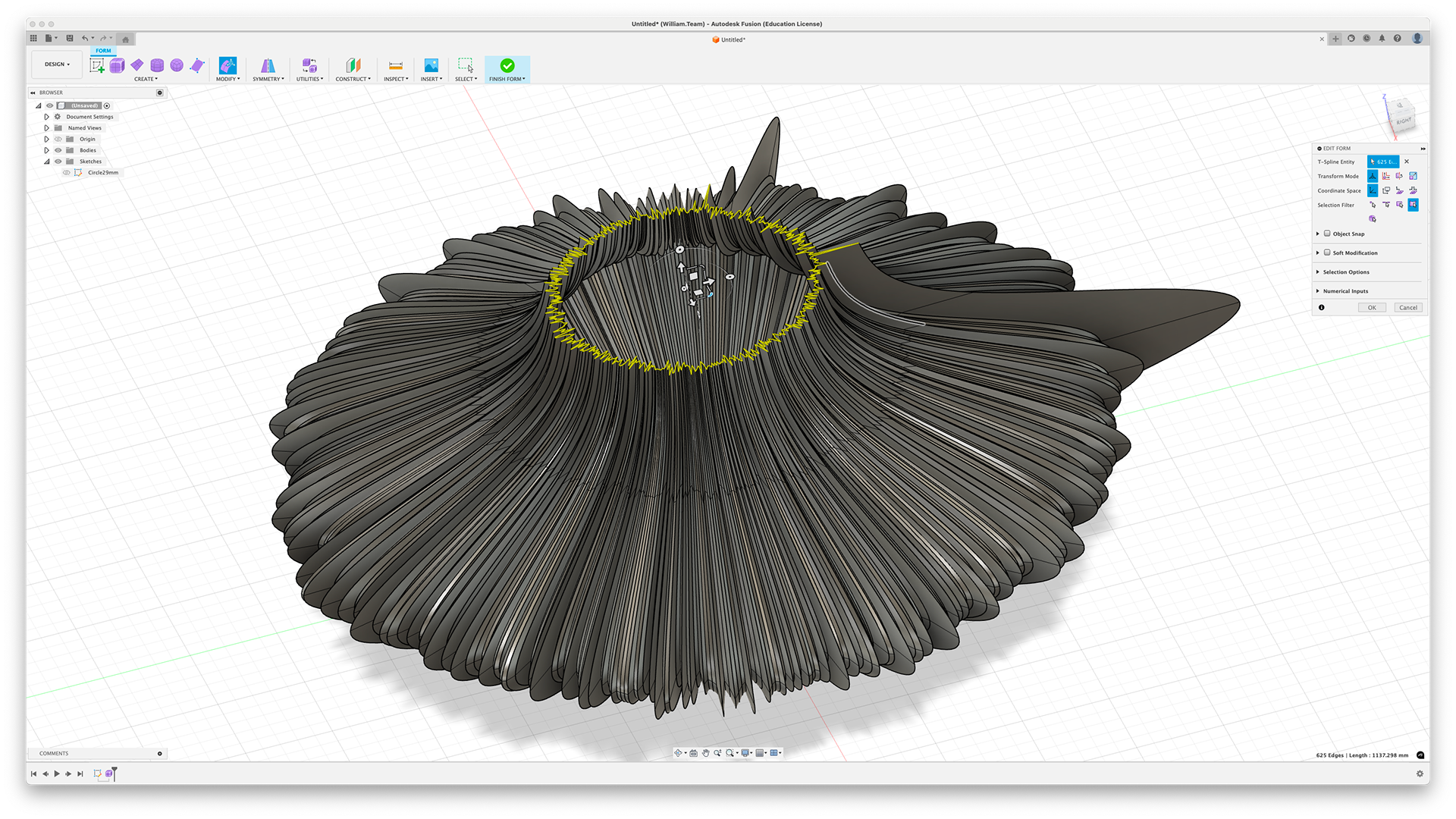
Select the whole object and fill in, set to "Collapse" and "Keep Creases"
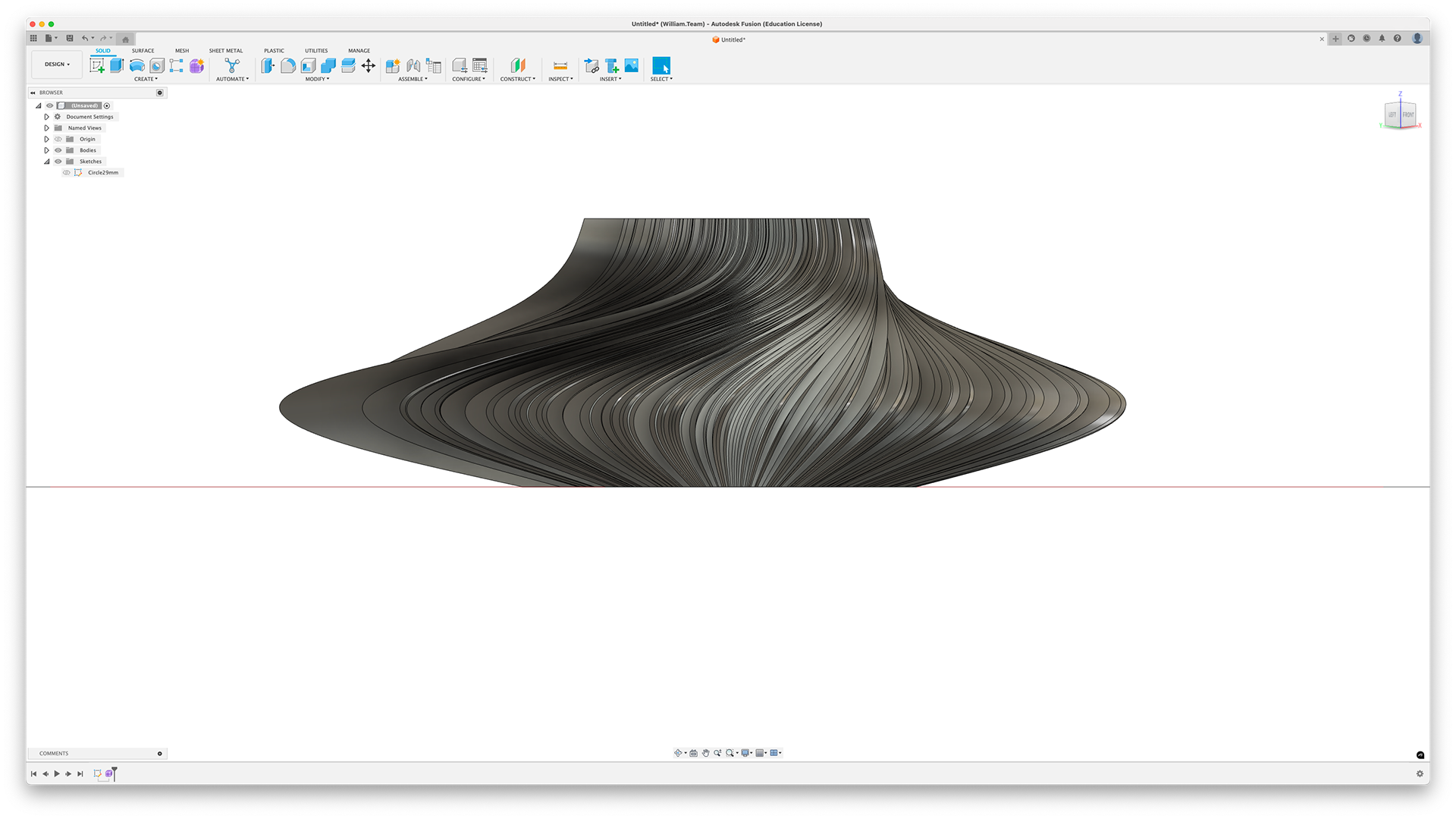
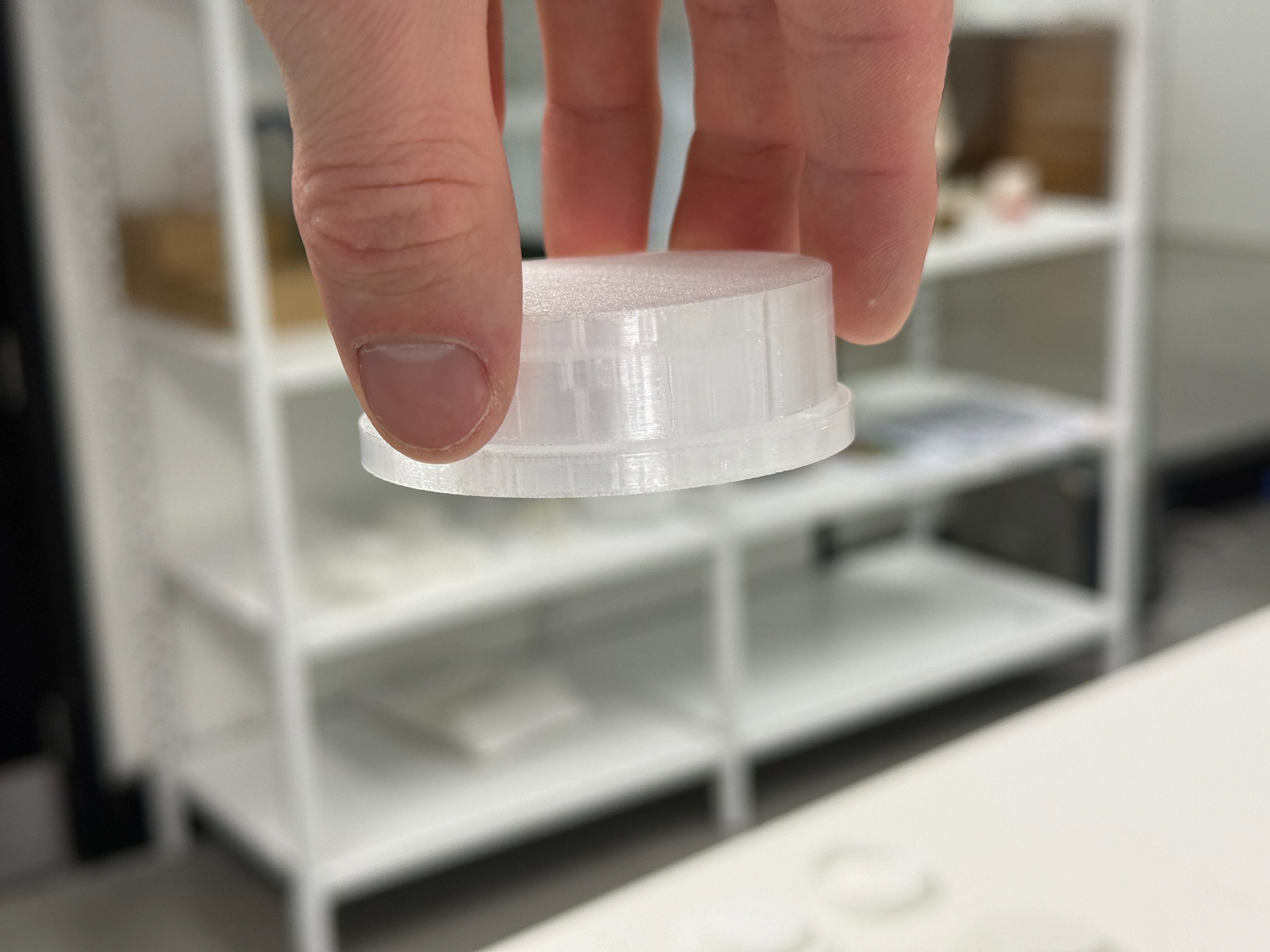
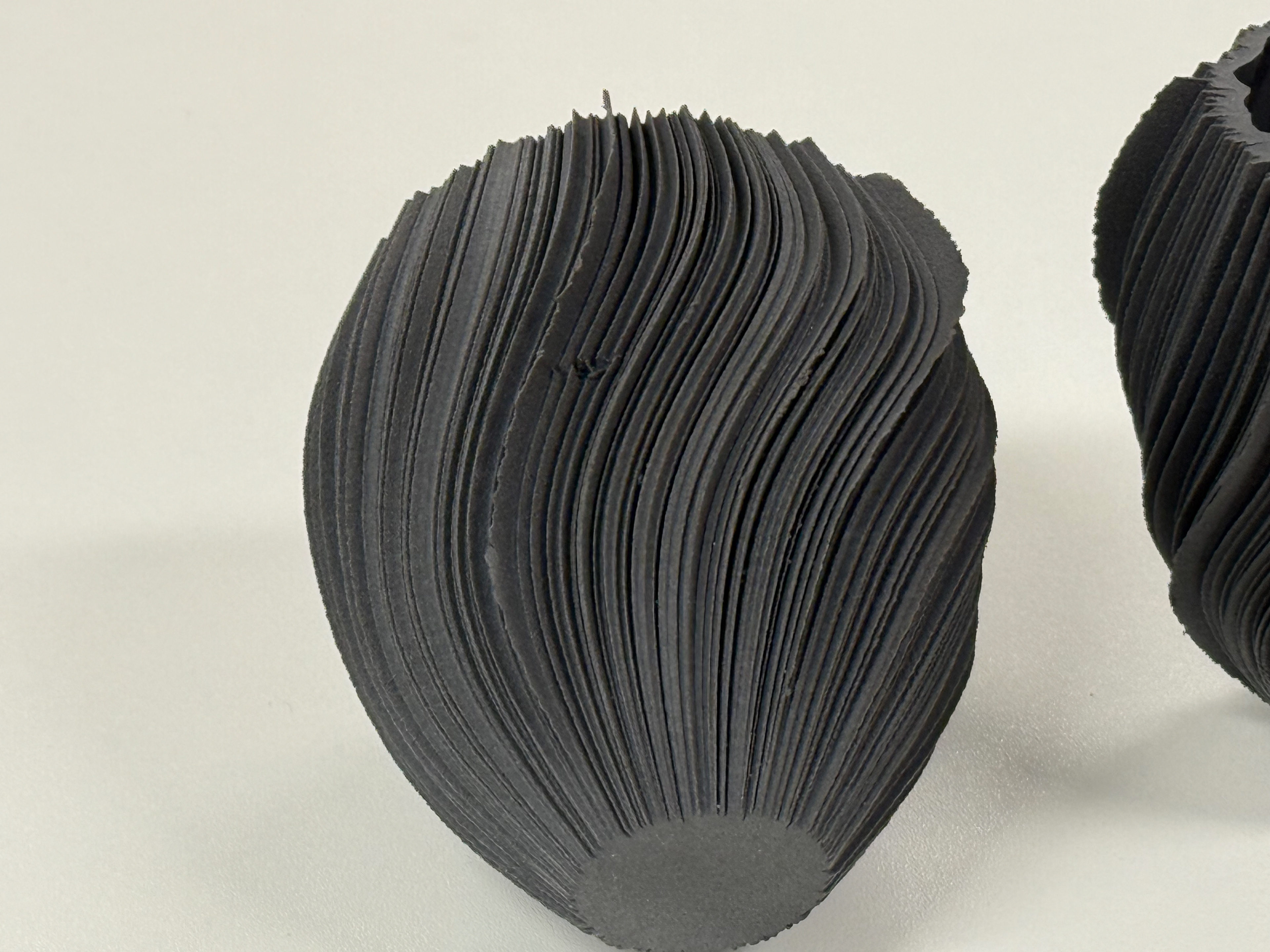
The piece
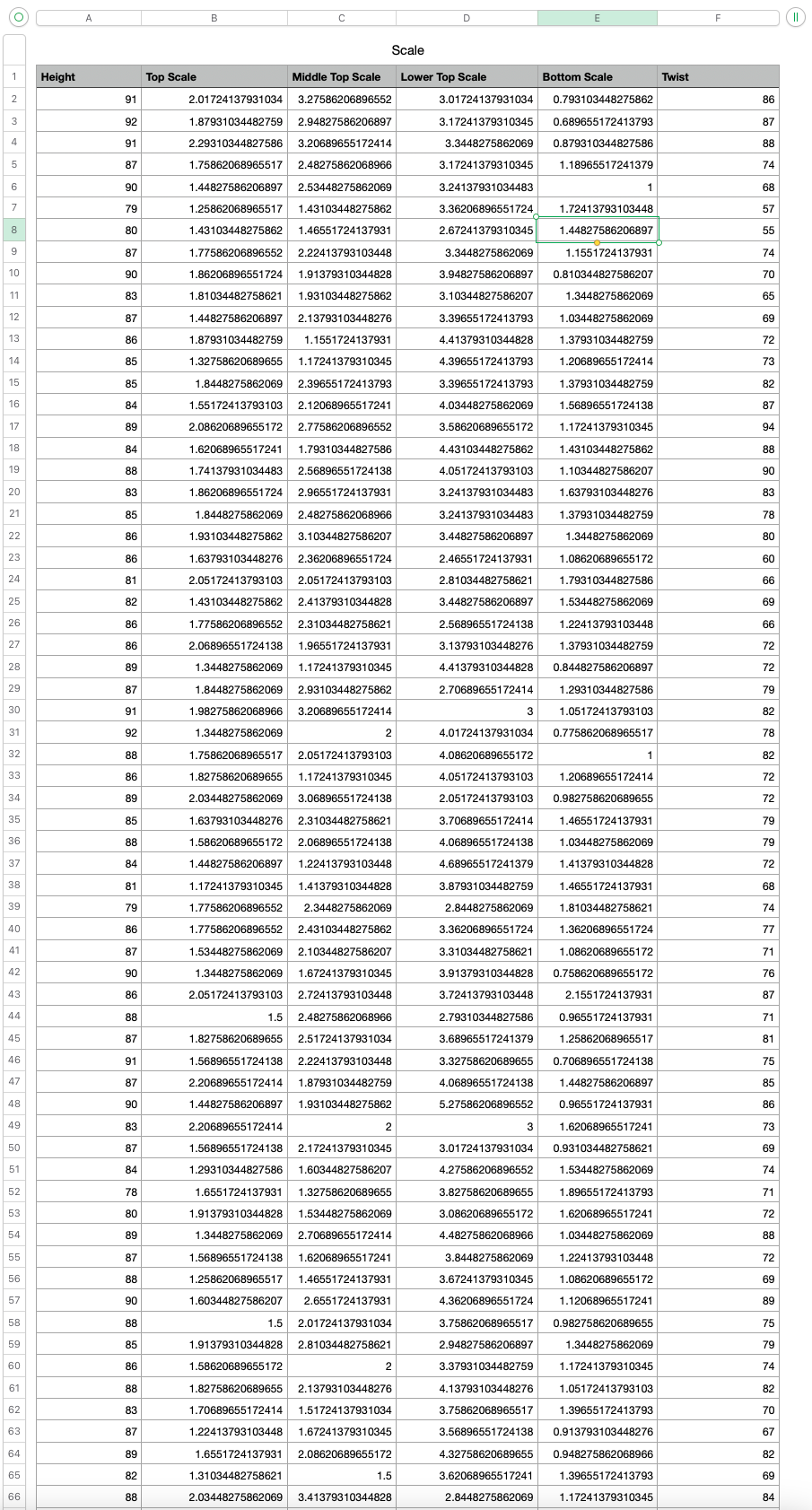
This is not all the data. I have 625 rows in total.
Cura Settings
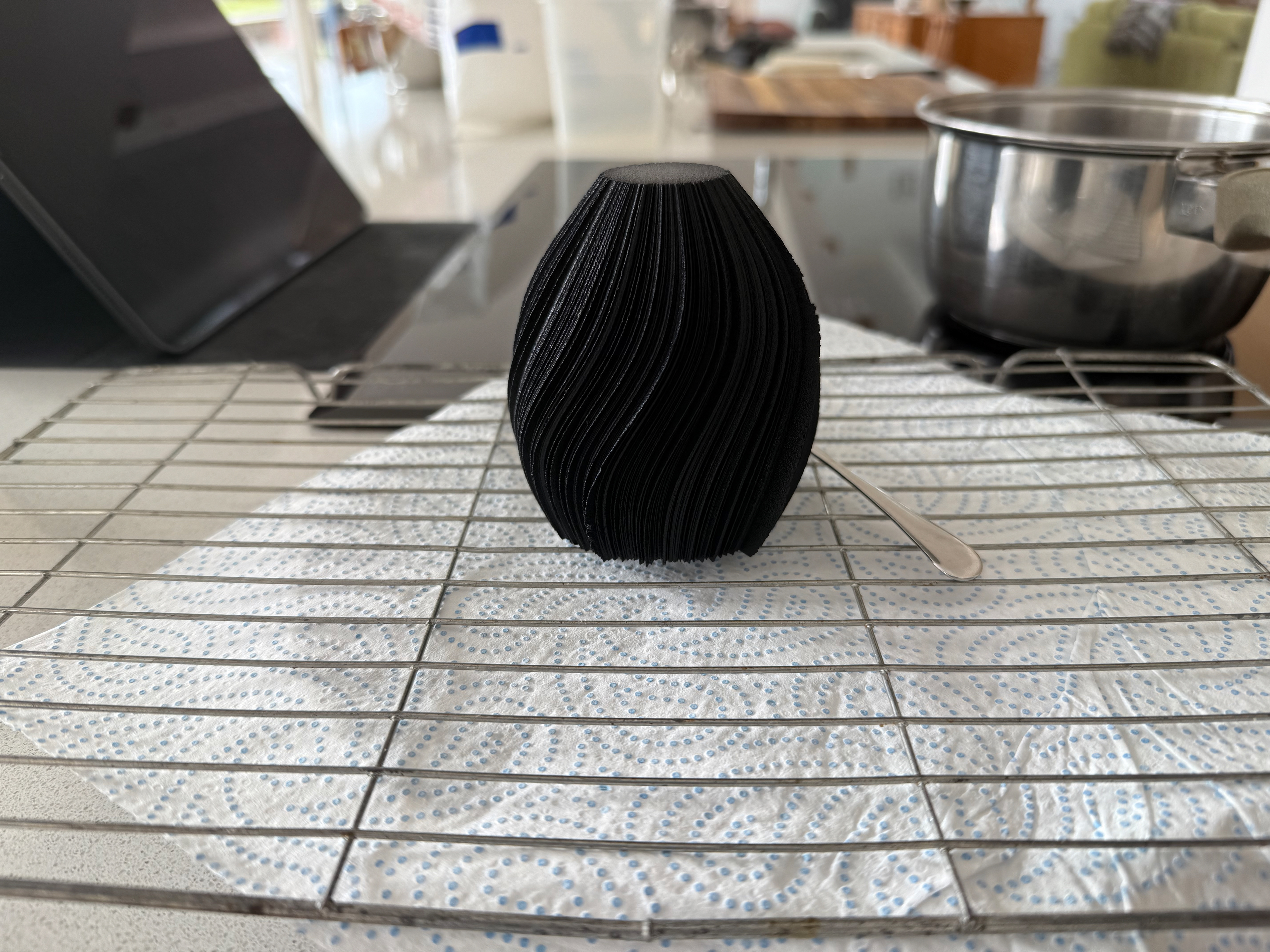
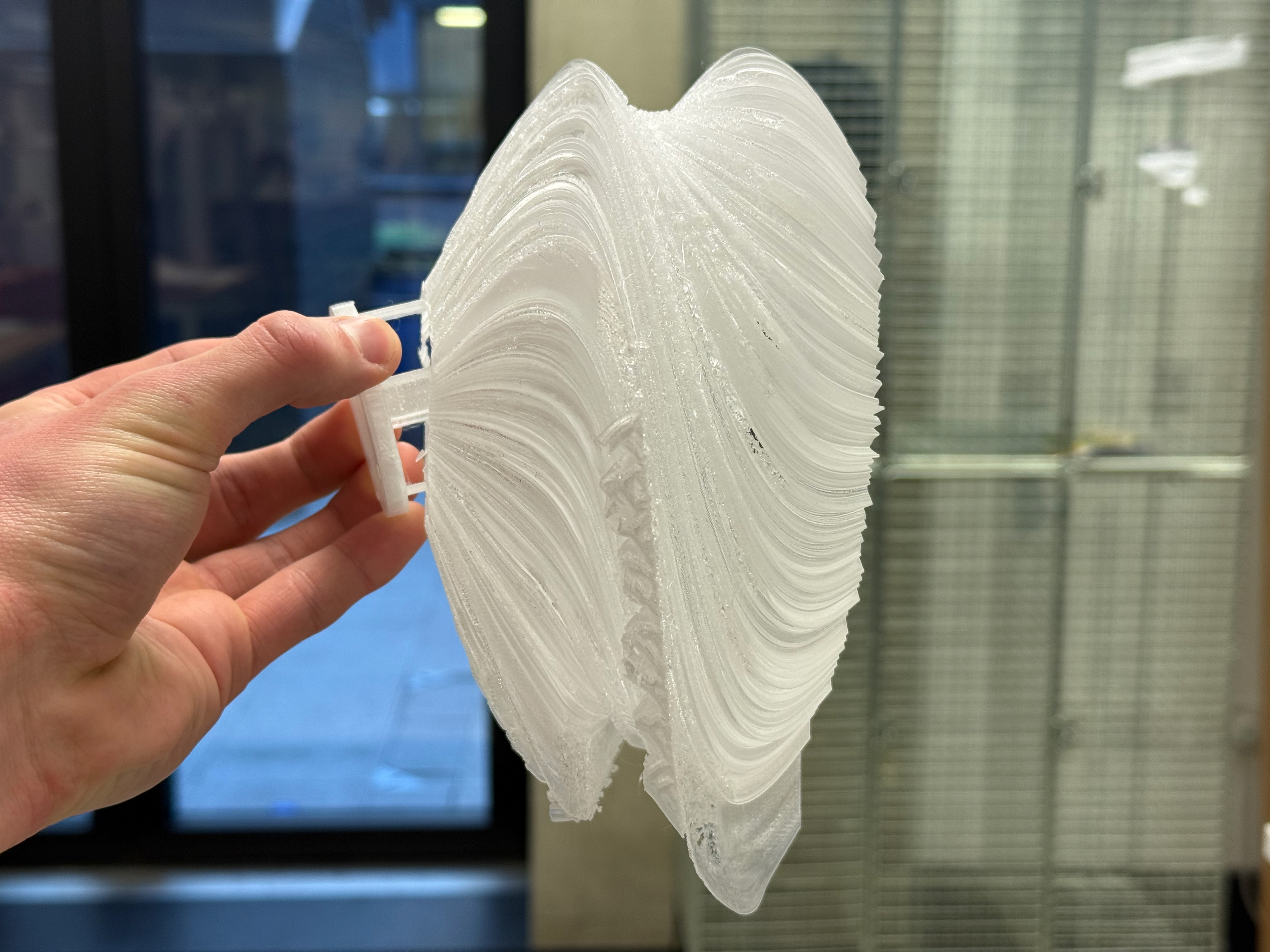
ON the 30cm squared print bed for scale
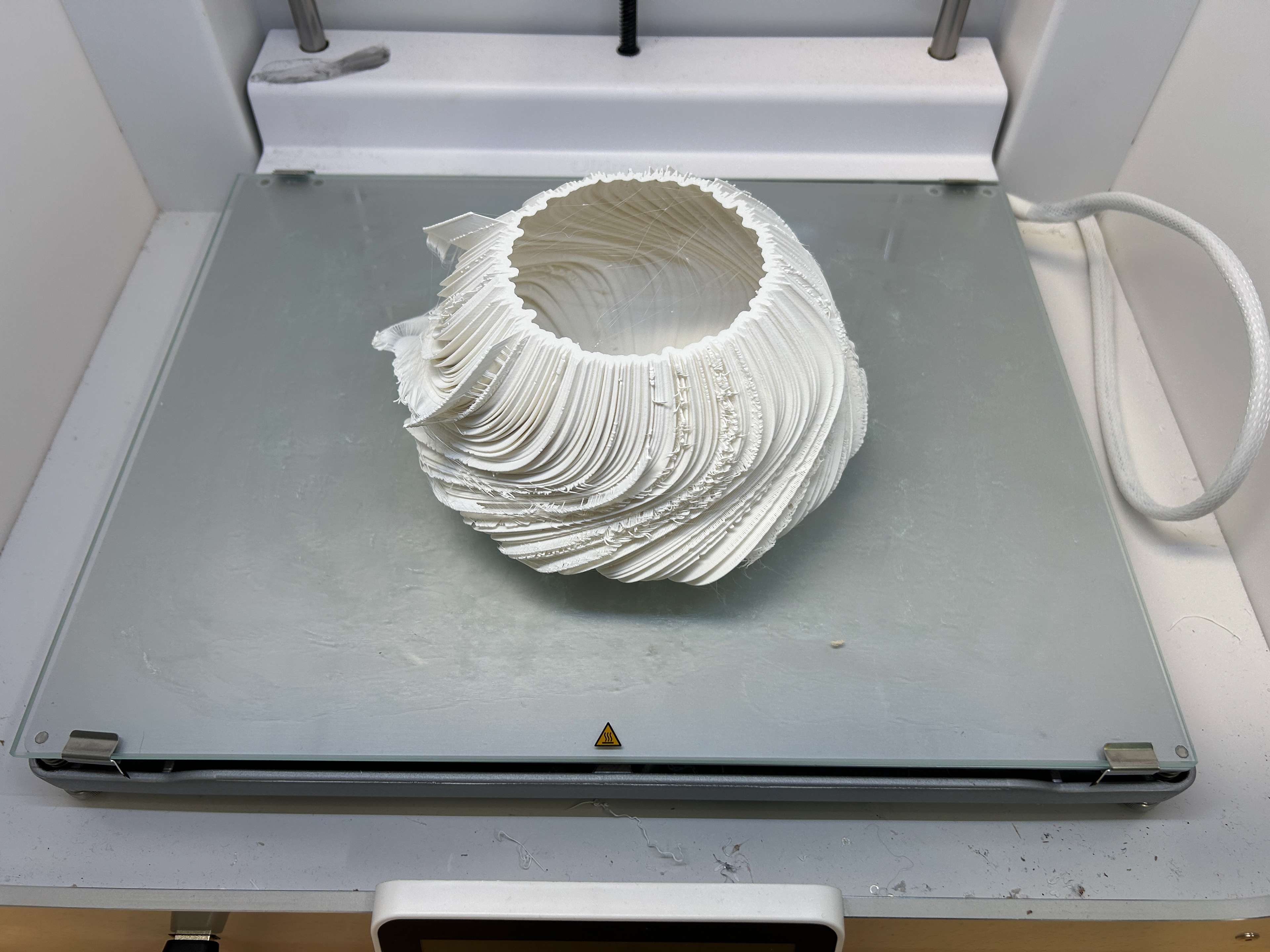
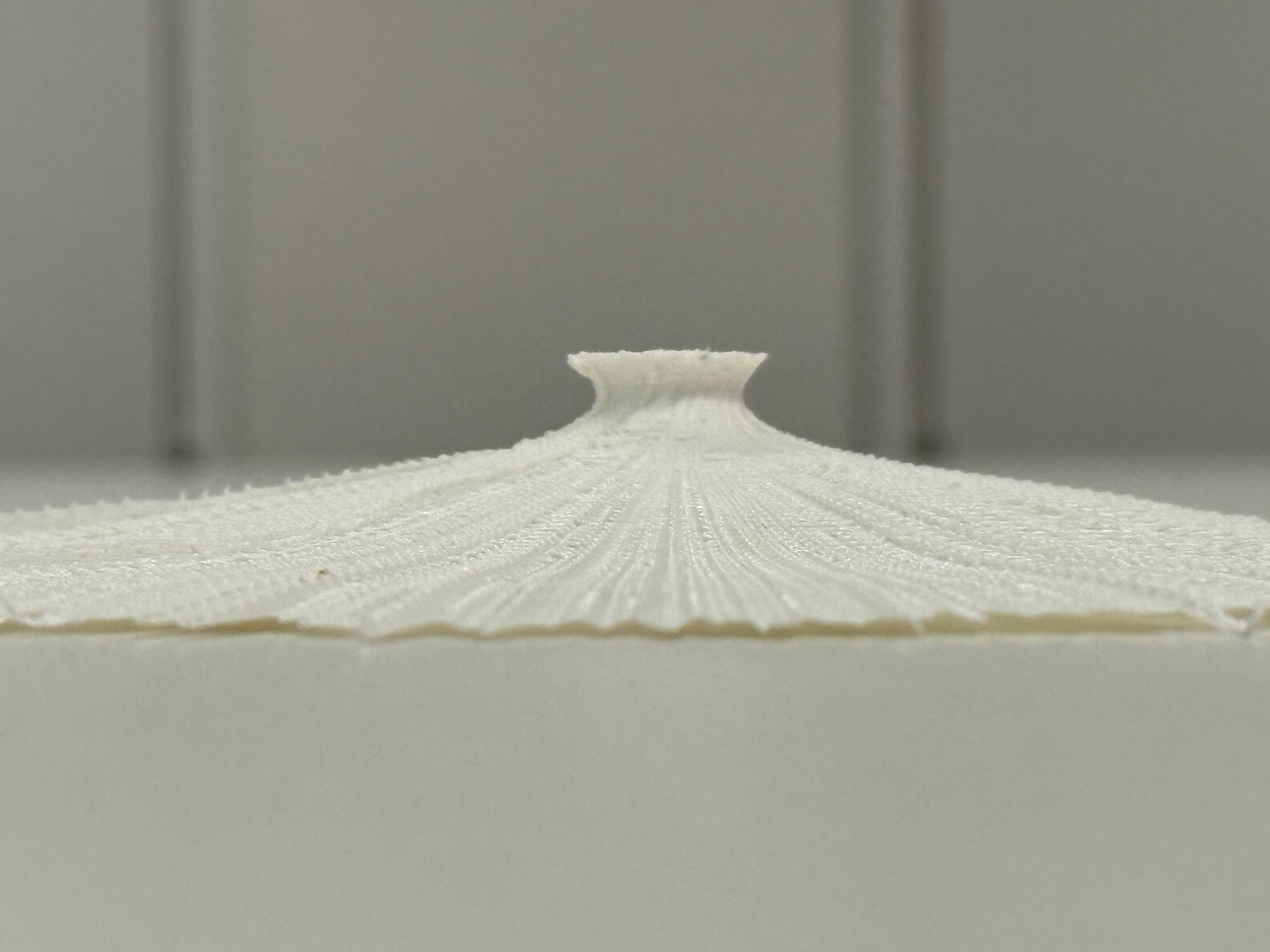
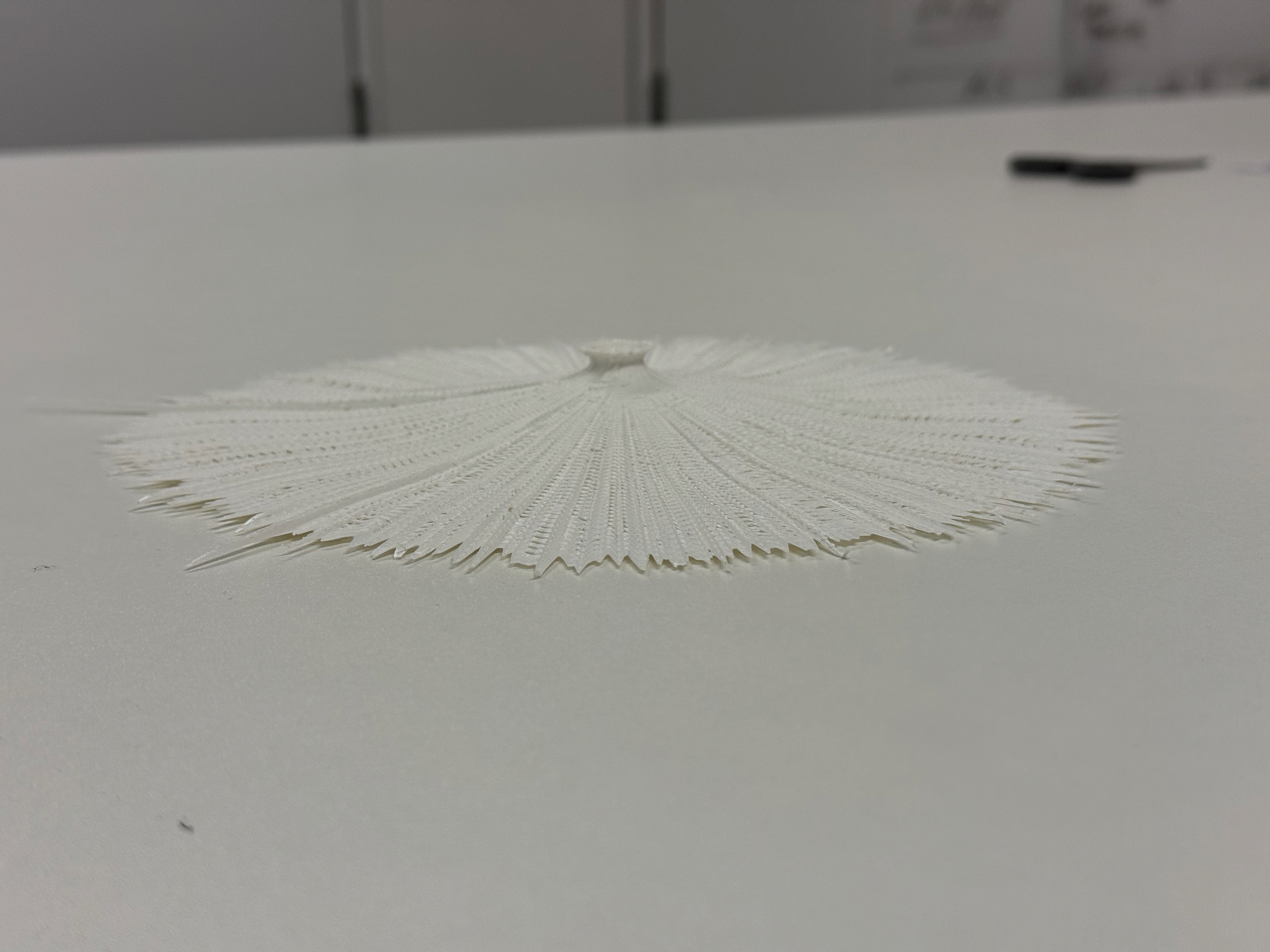
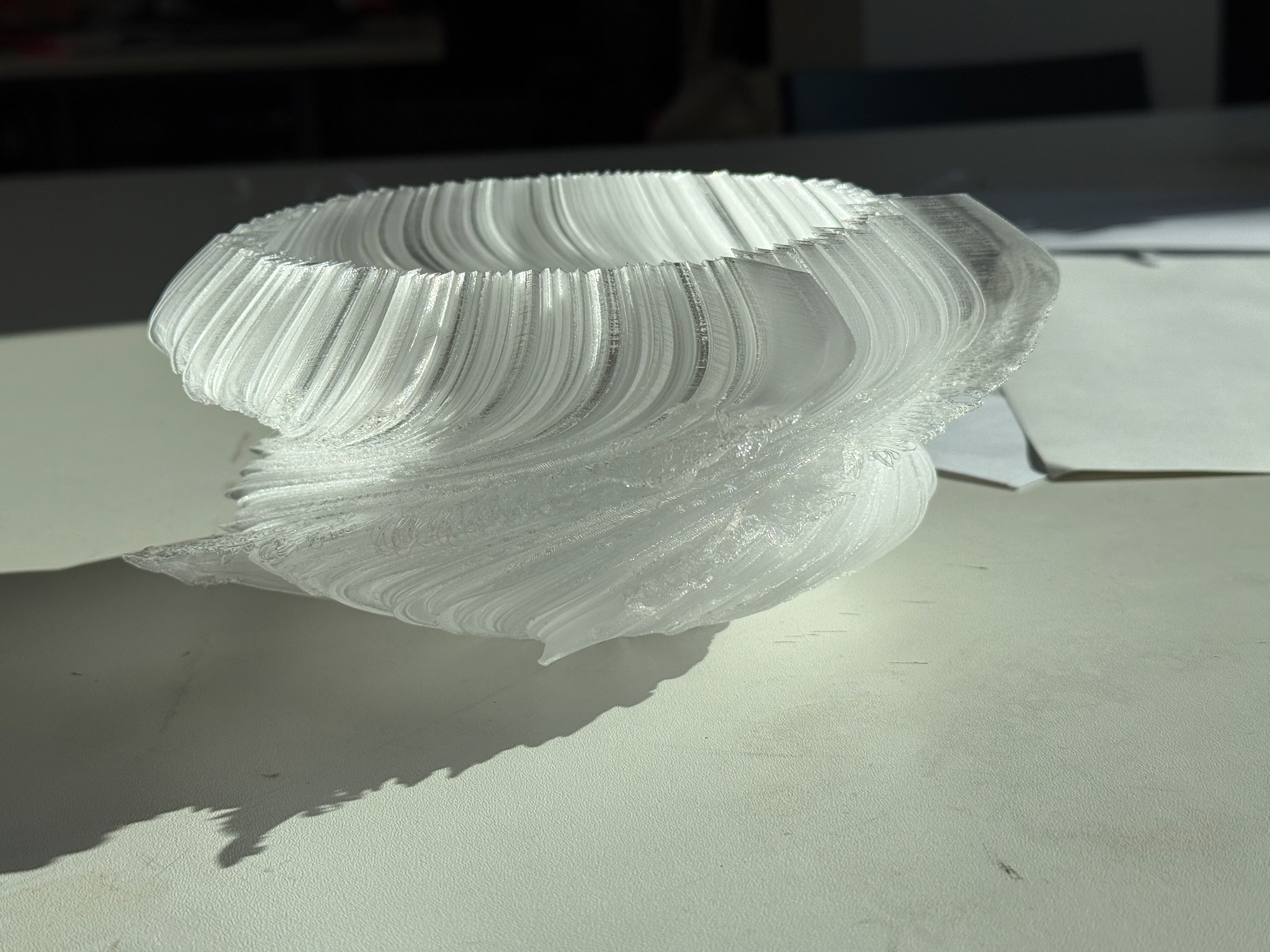
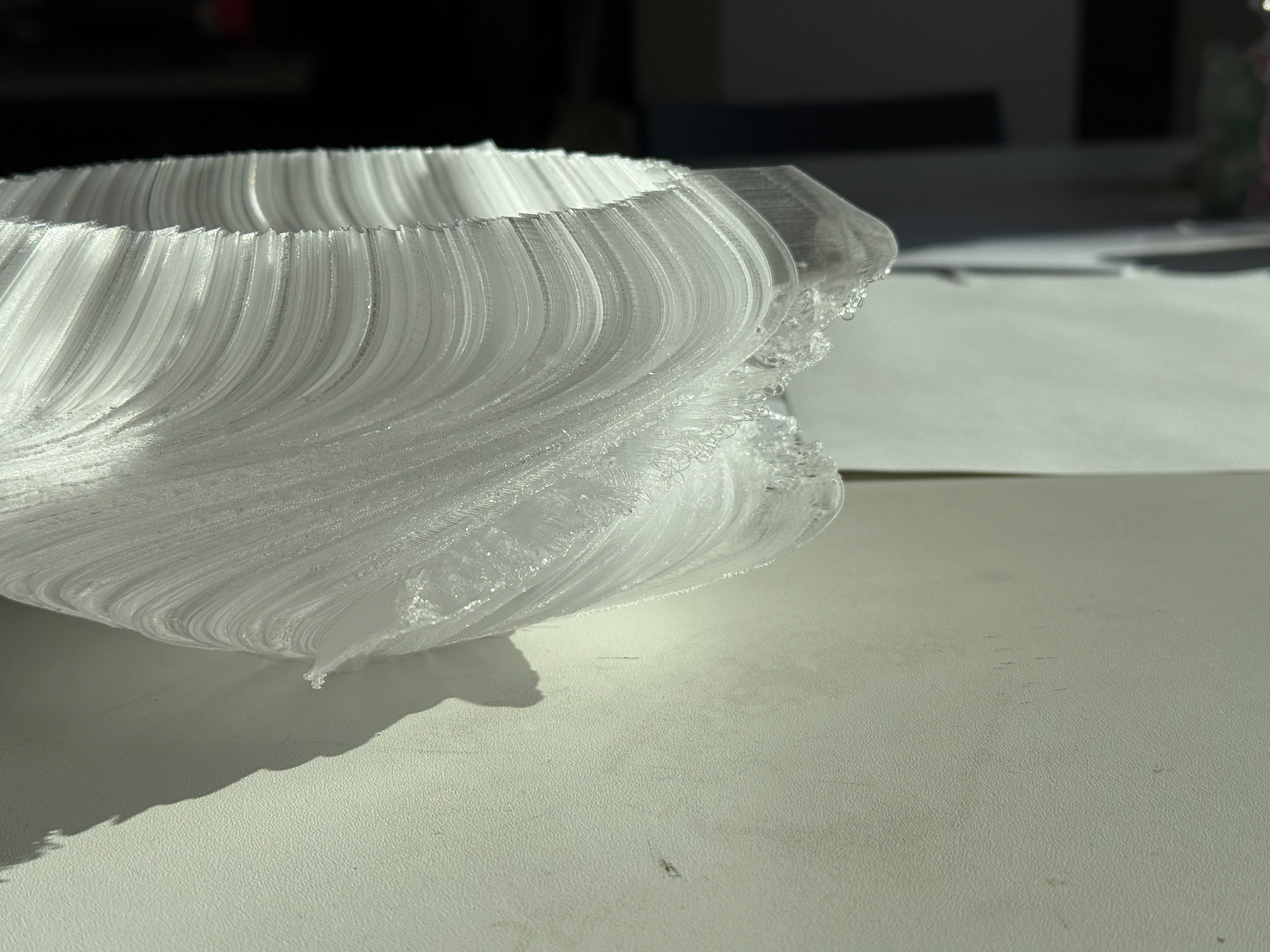
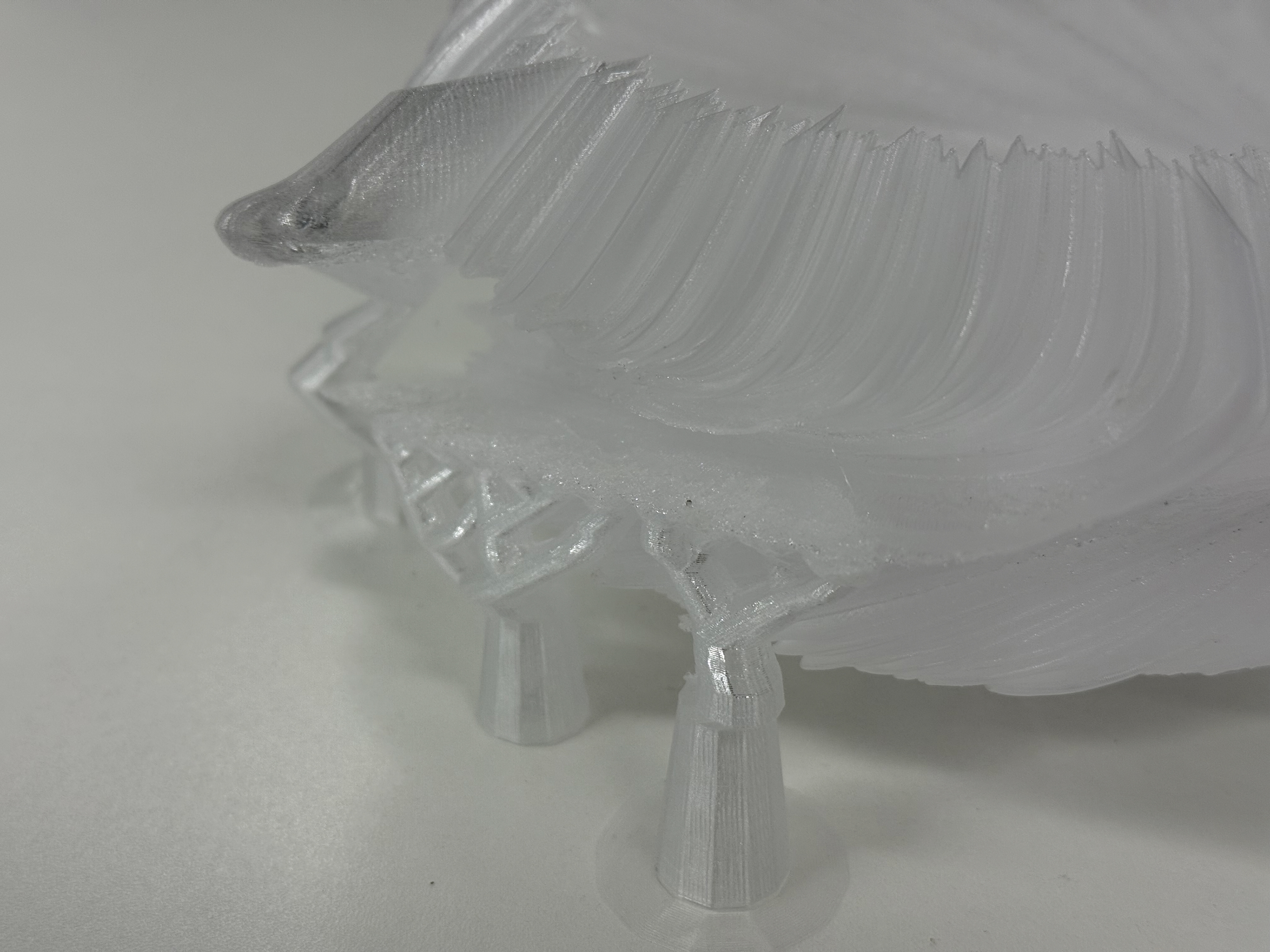
Side upper view
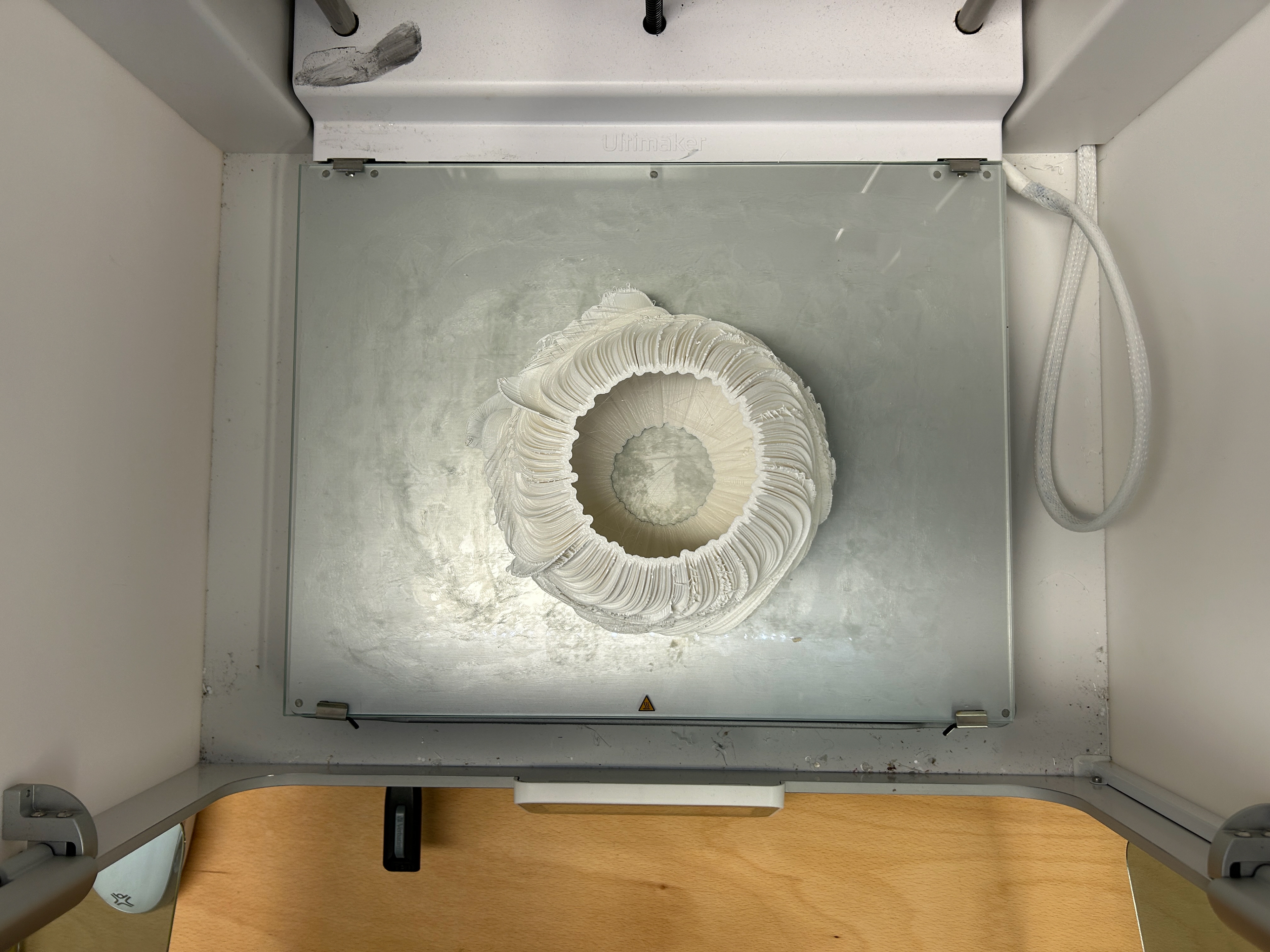
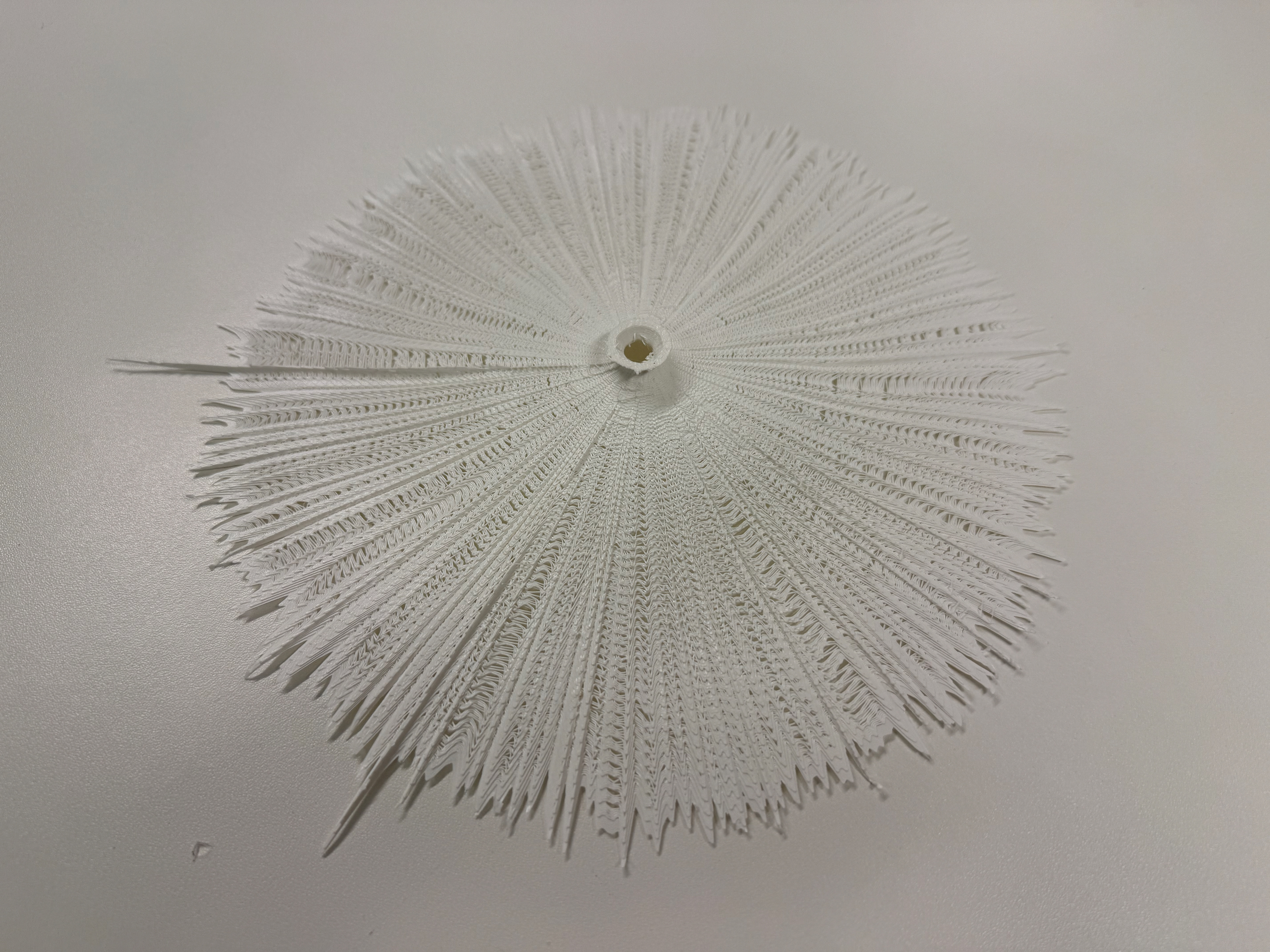
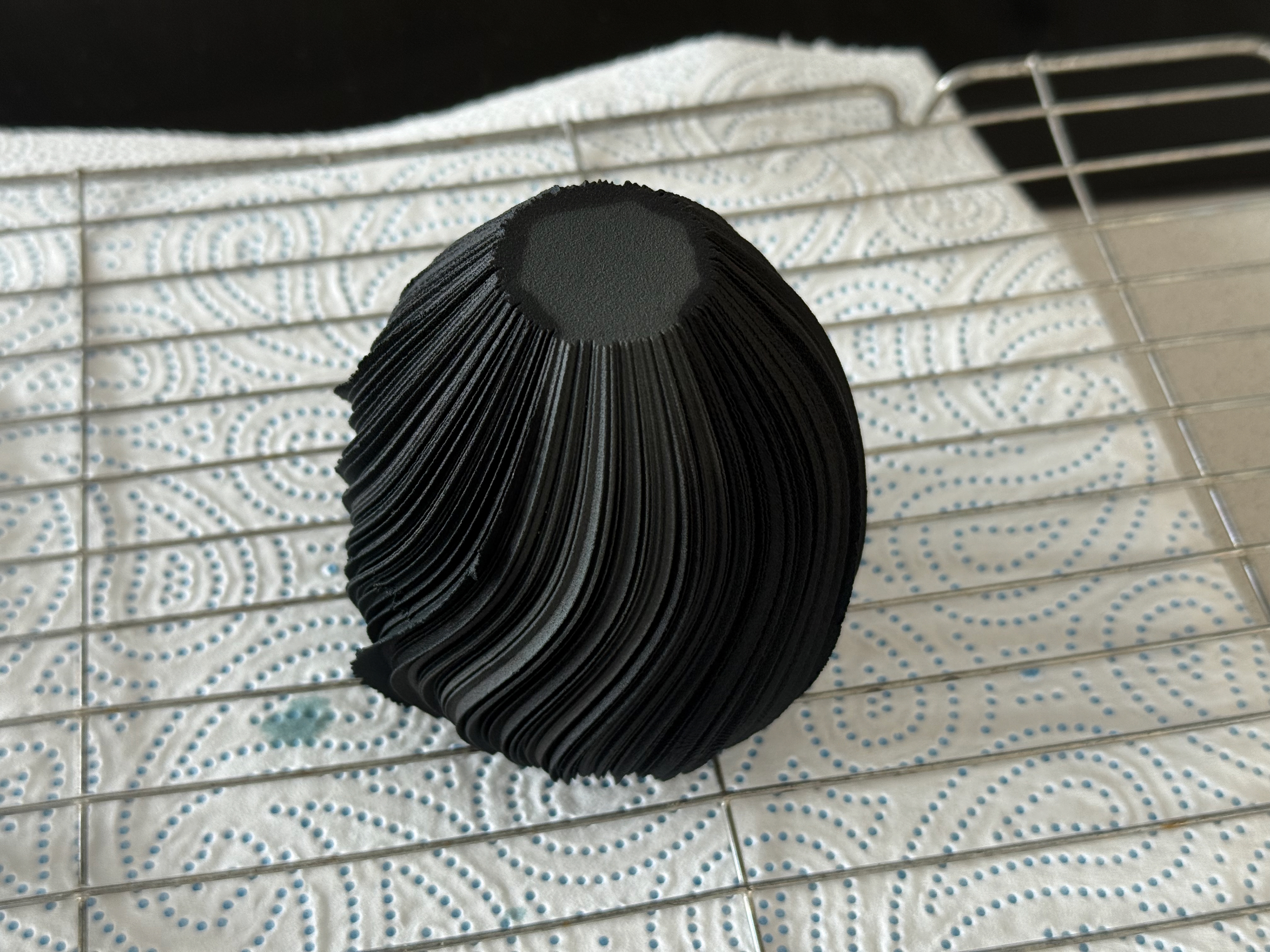
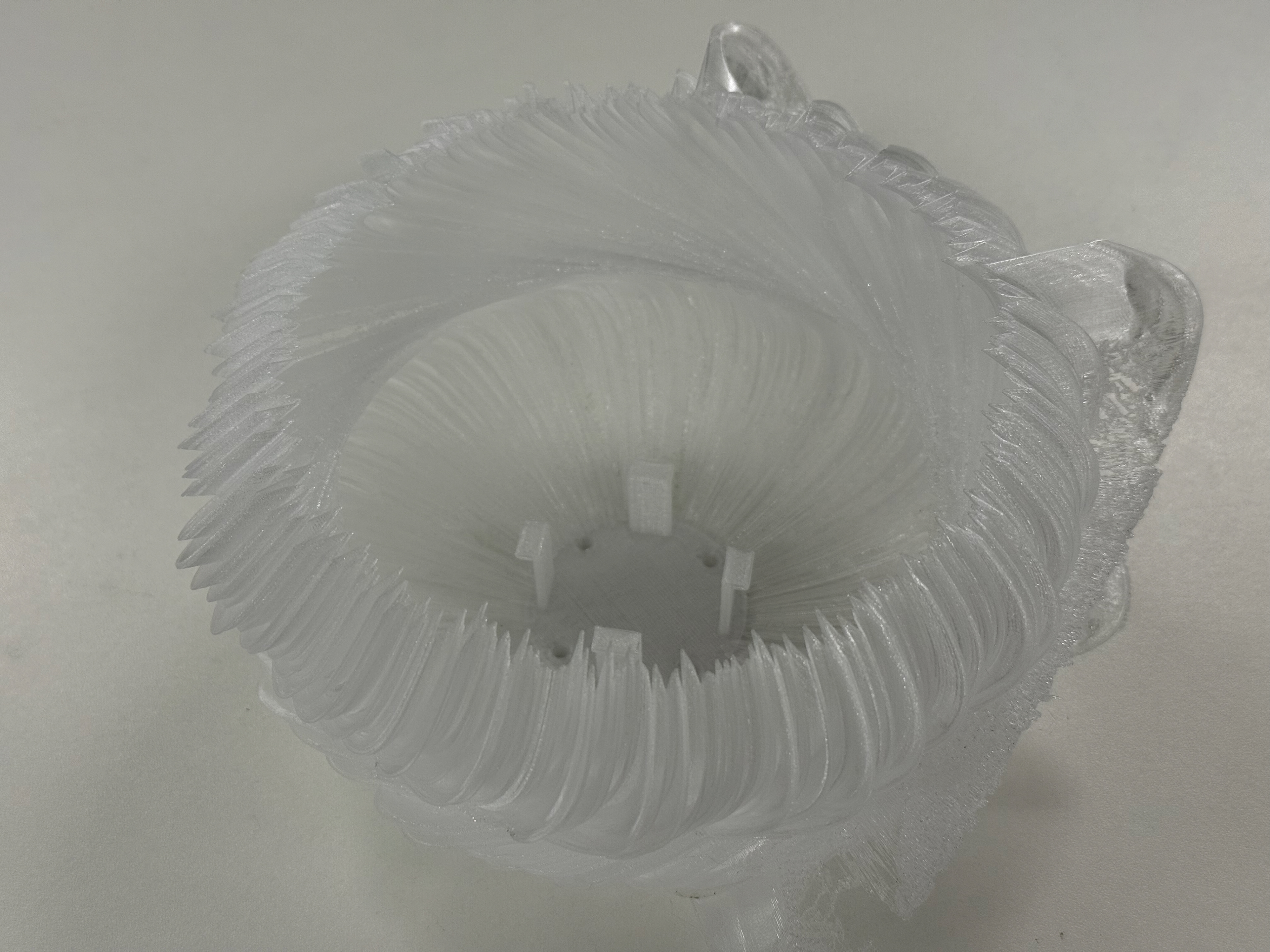
Above view
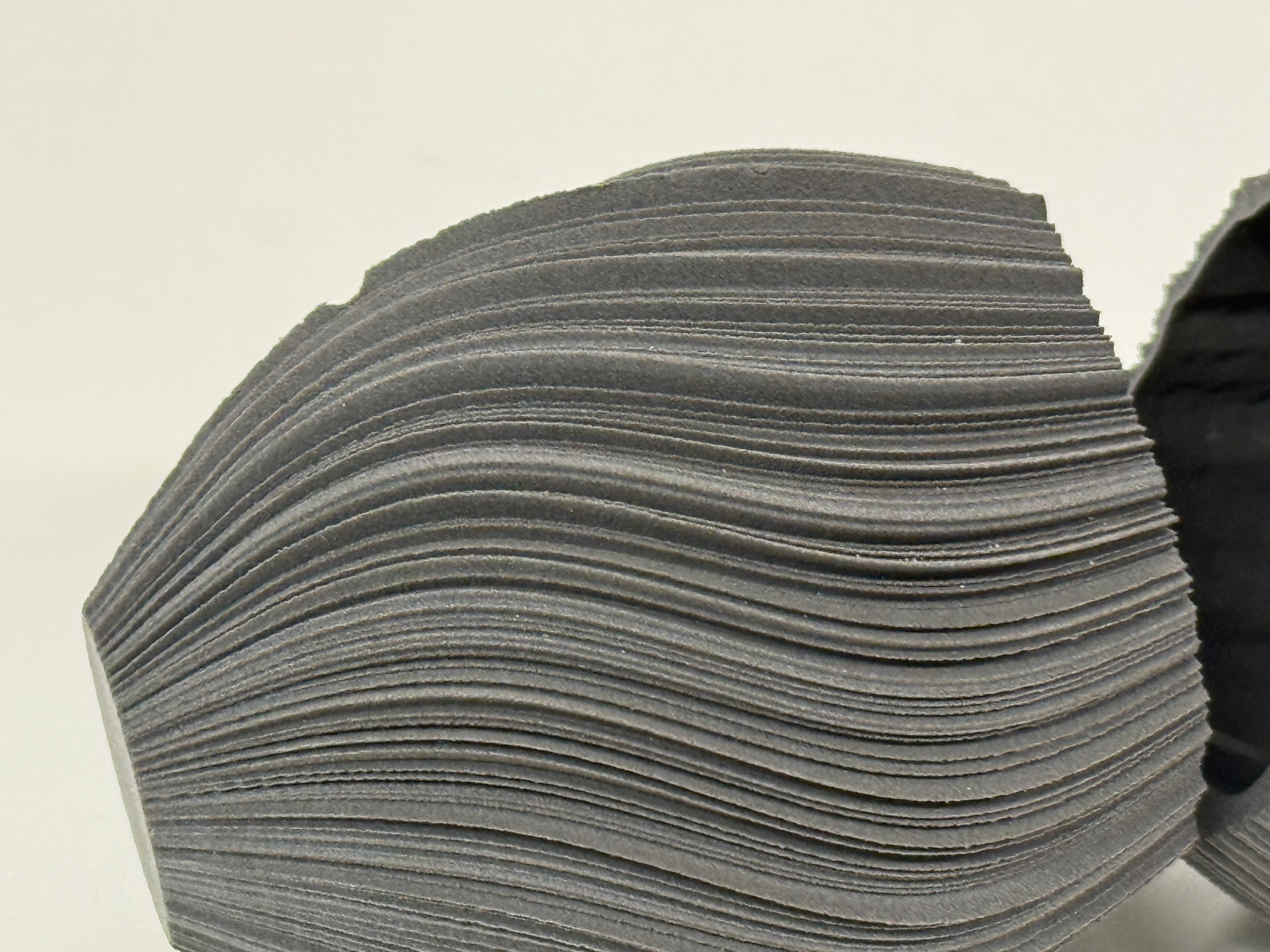
Base

Top

Twists

Twists

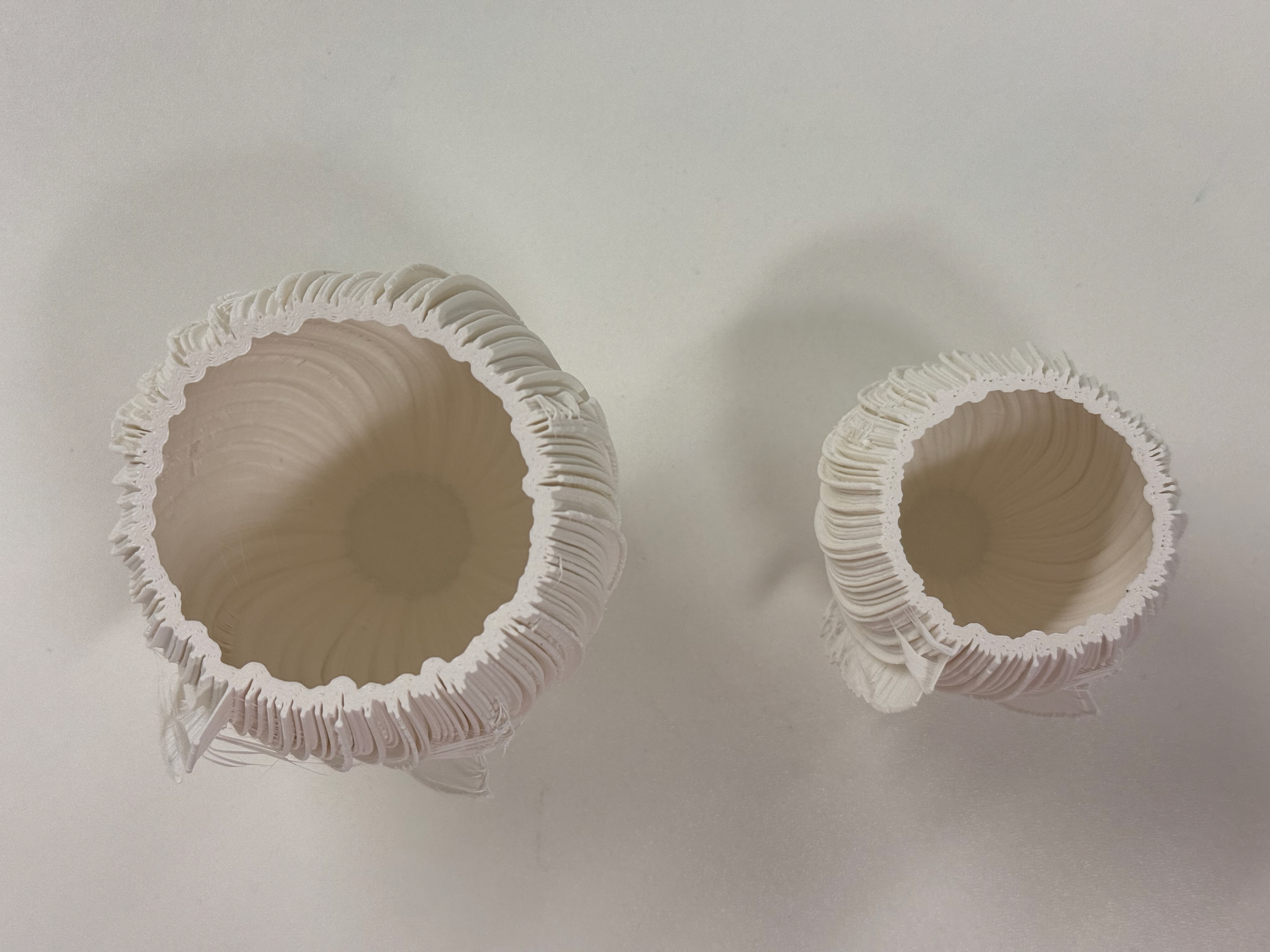
Compared to the WASP App 75% scale model

Compared to the WASP App 75% scale model
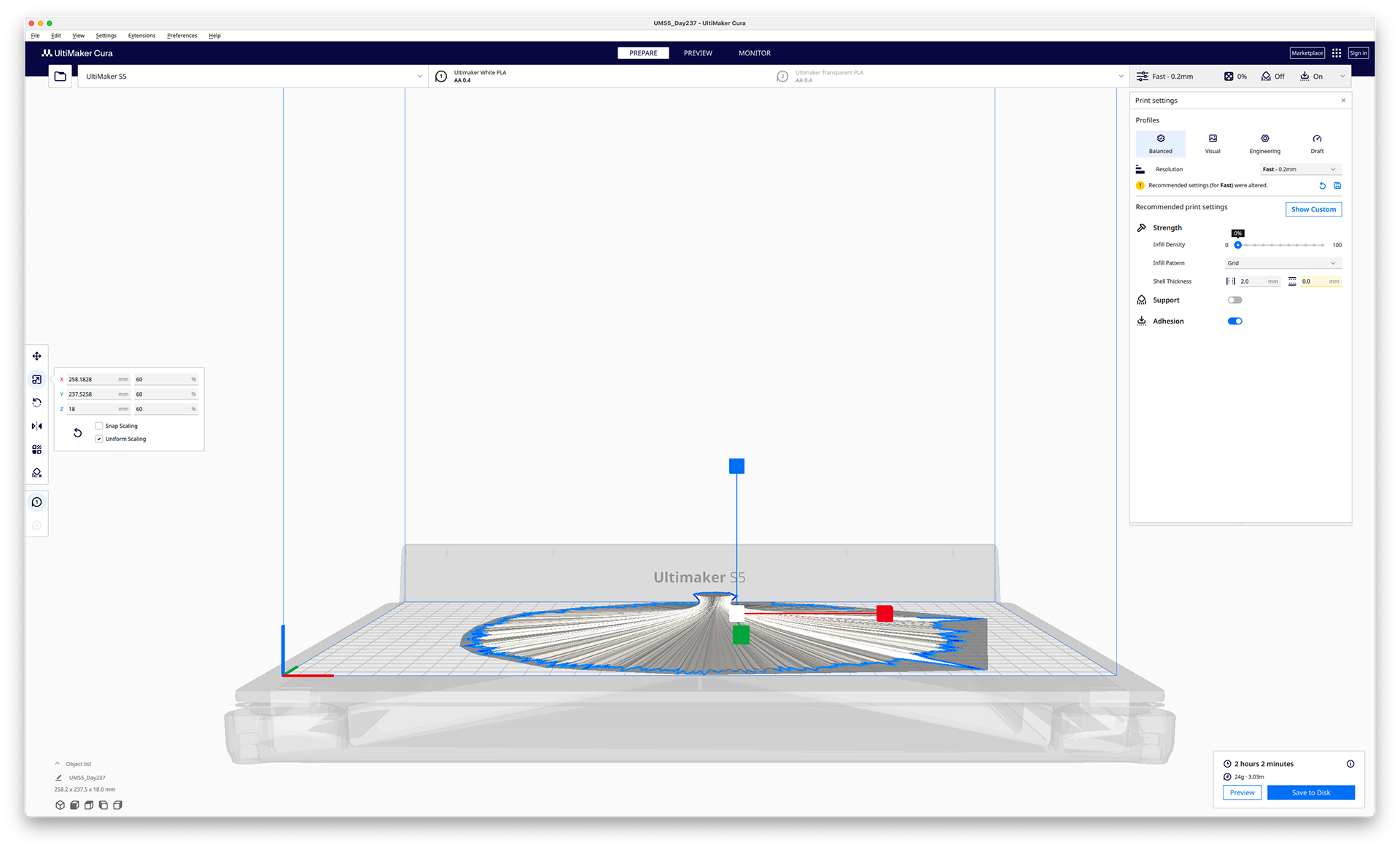
The Cura settings. You can see how short the piece is. I had to scale it down to 60% size just to fit on the bed; it was a very wide object initially.
The slight gradient the printer has to build layers on
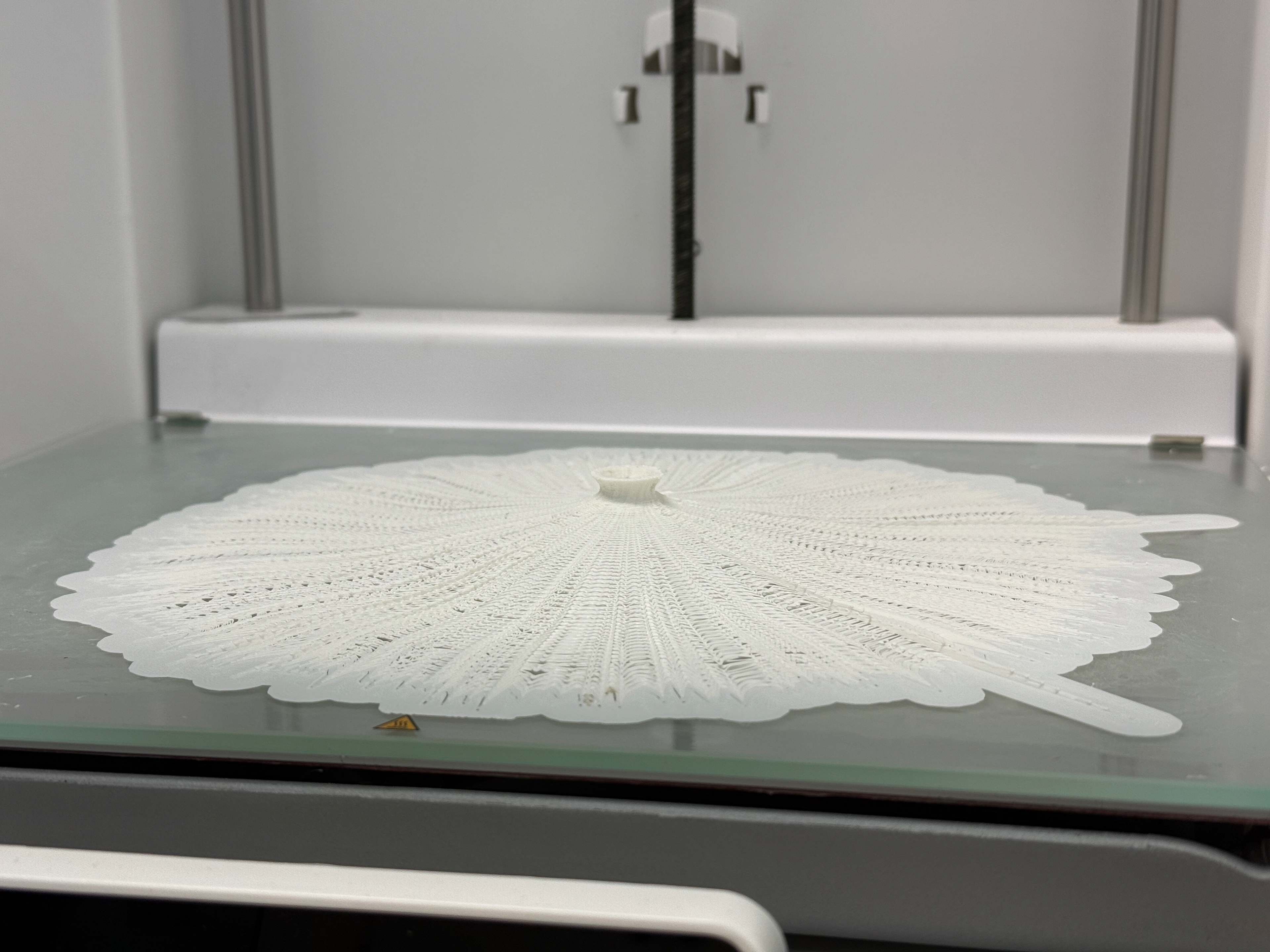
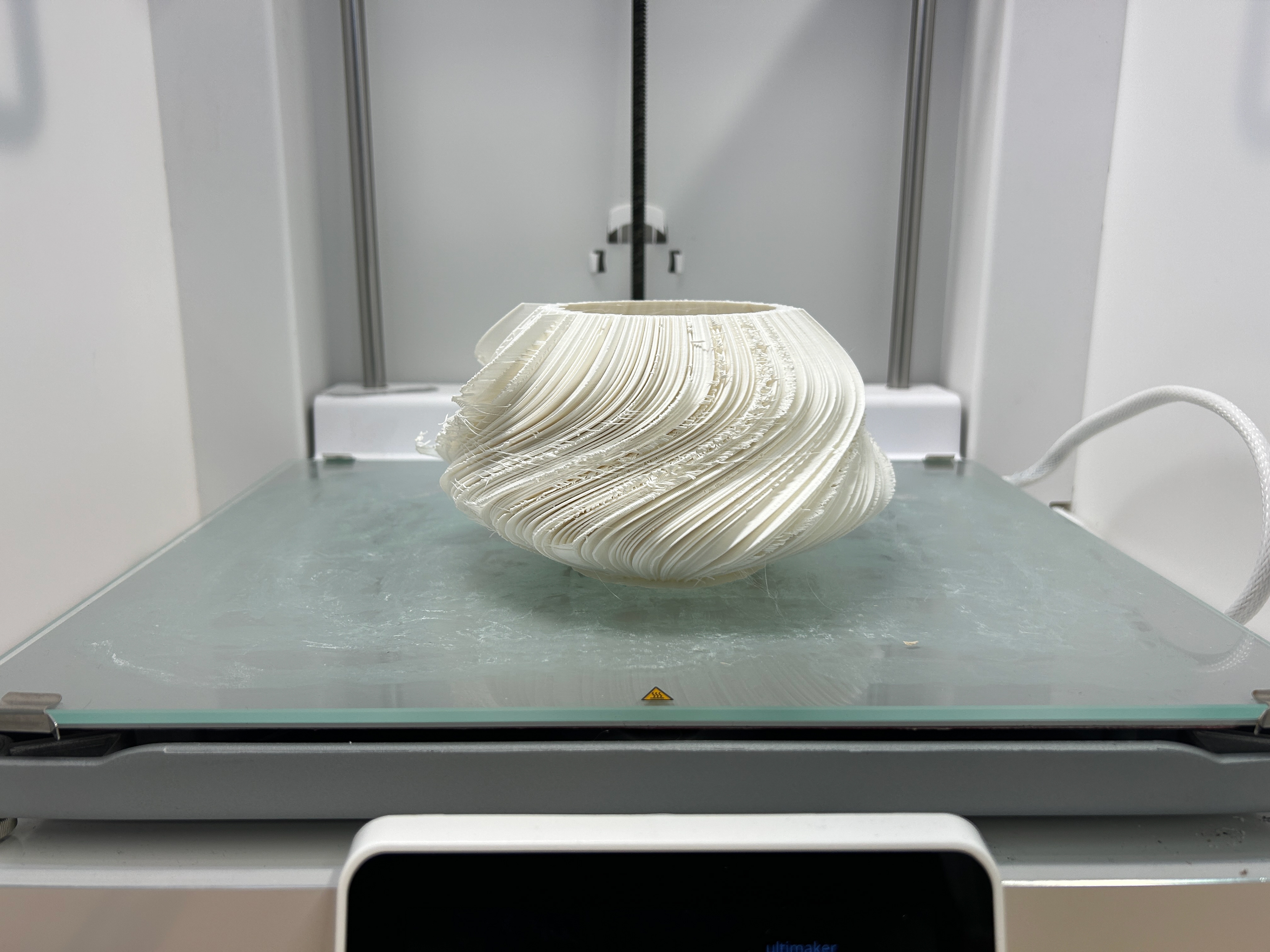
Finished print on the bed
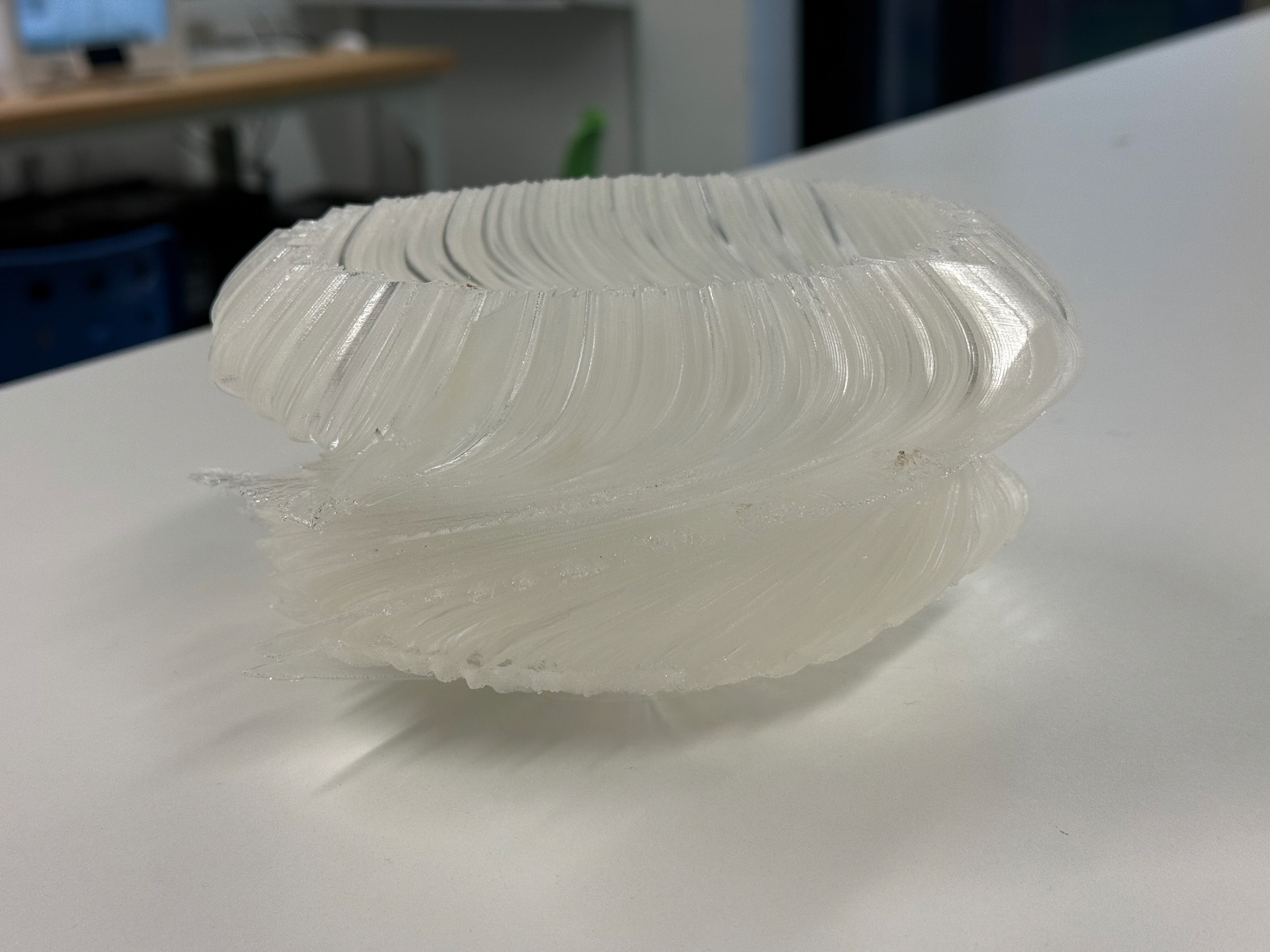
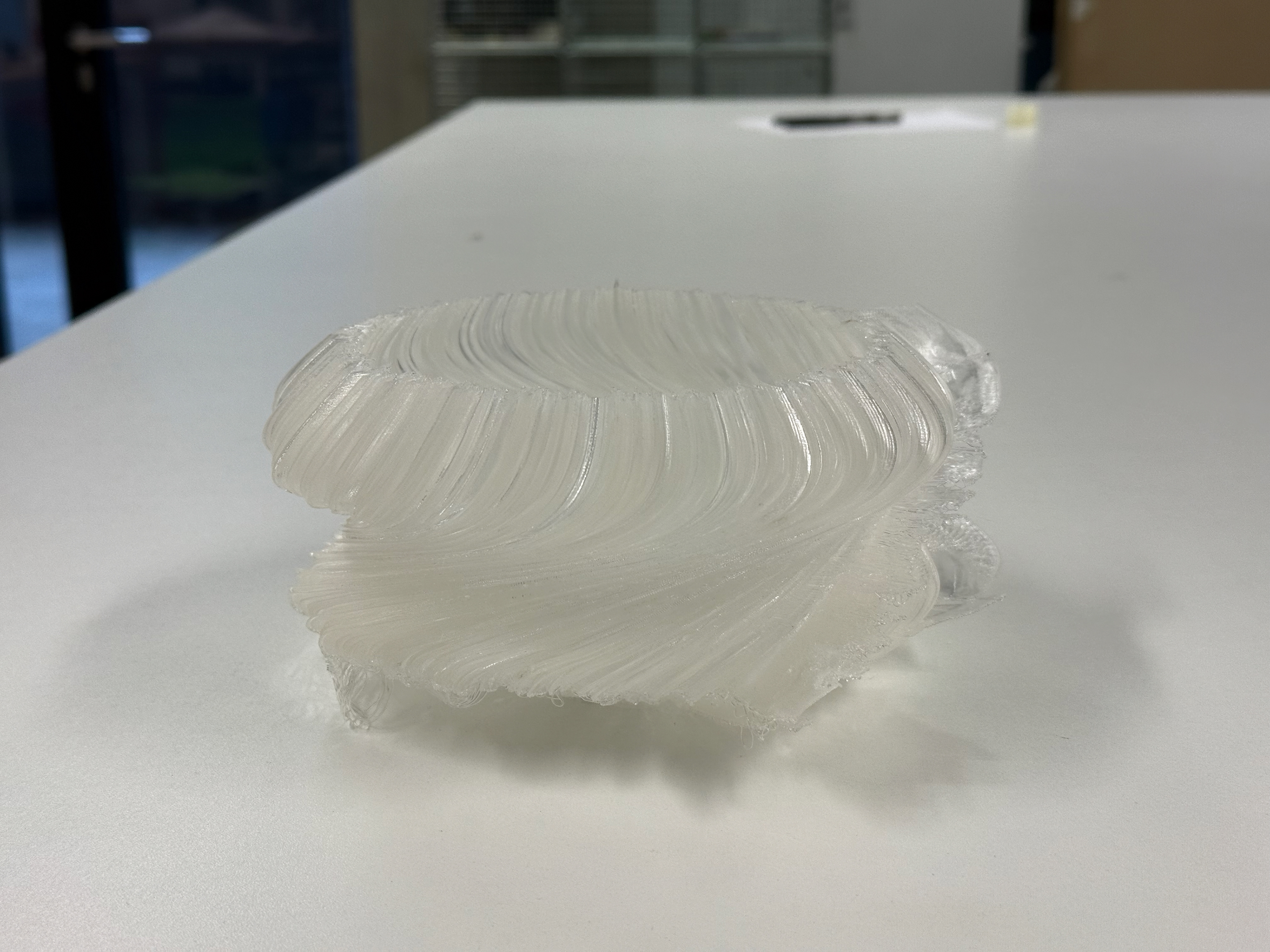
I took the skirt off the piece. Side profile with the twist viewable
Flat on a desk
Top side view

Comparison to V6 which was a randomly selected sleep

Comparison to V6 which was a randomly selected sleep
Full Scale on the Print Bed
Some of the lines have printed but others seem to have collapsed


We can see within the "Prepare" section that it is purposely not printing these sections. I obviously didn't do the correct checks before printing.
Although not perfect, the result is far better. This was the best I managed to figure out on my own. I will contact Gary at Print City to see if he has any recommendations.

50% Scale

50% Scale
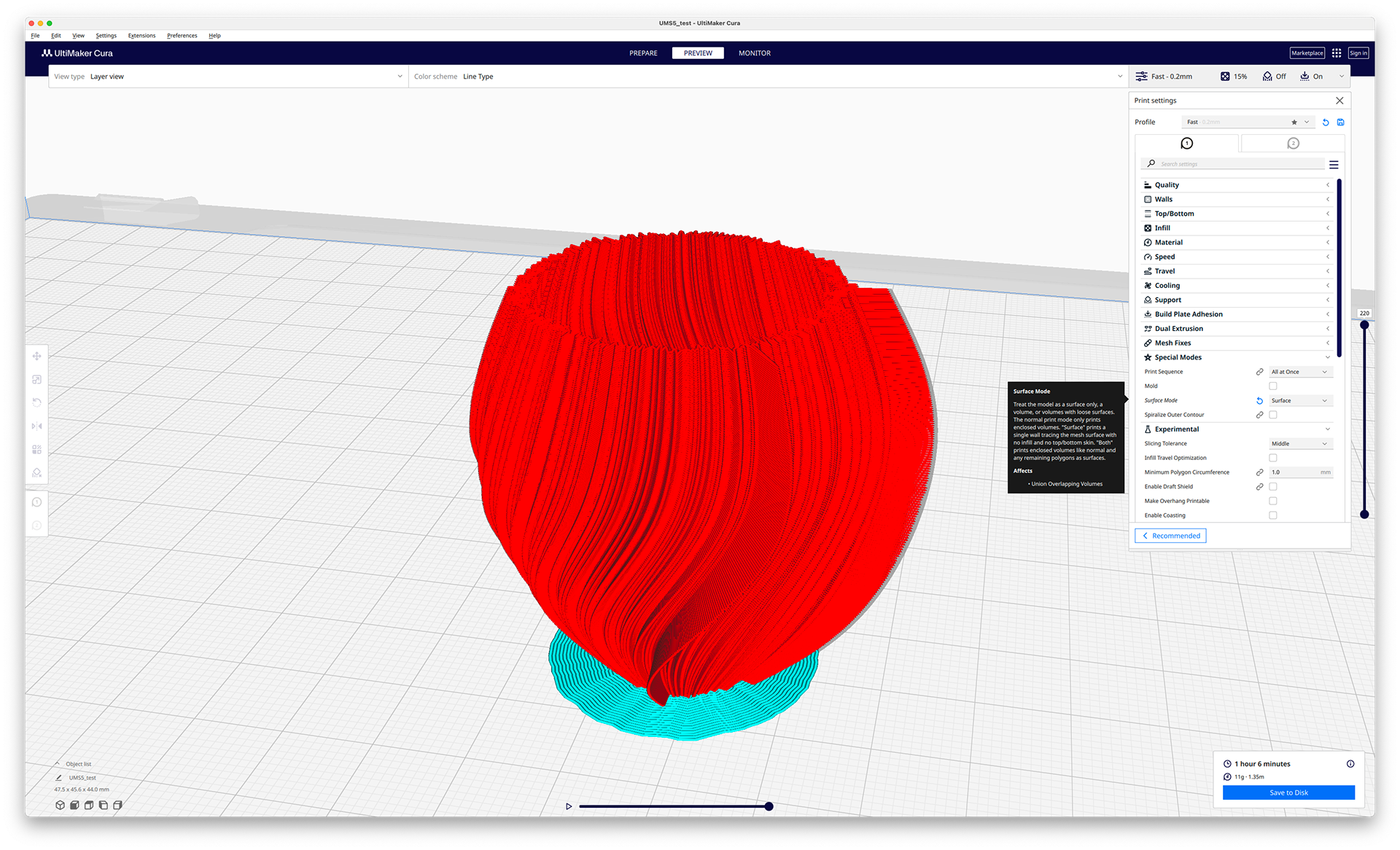
I have discovered the equivalent setting - "Surface Mode" and set to "Surface". This mode prints a single wall tracing the mesh surface; it has no infill and doesn't allow a base or top to be printed, which may possibly cause some issues for me later on.

50% Scale

50% Scale

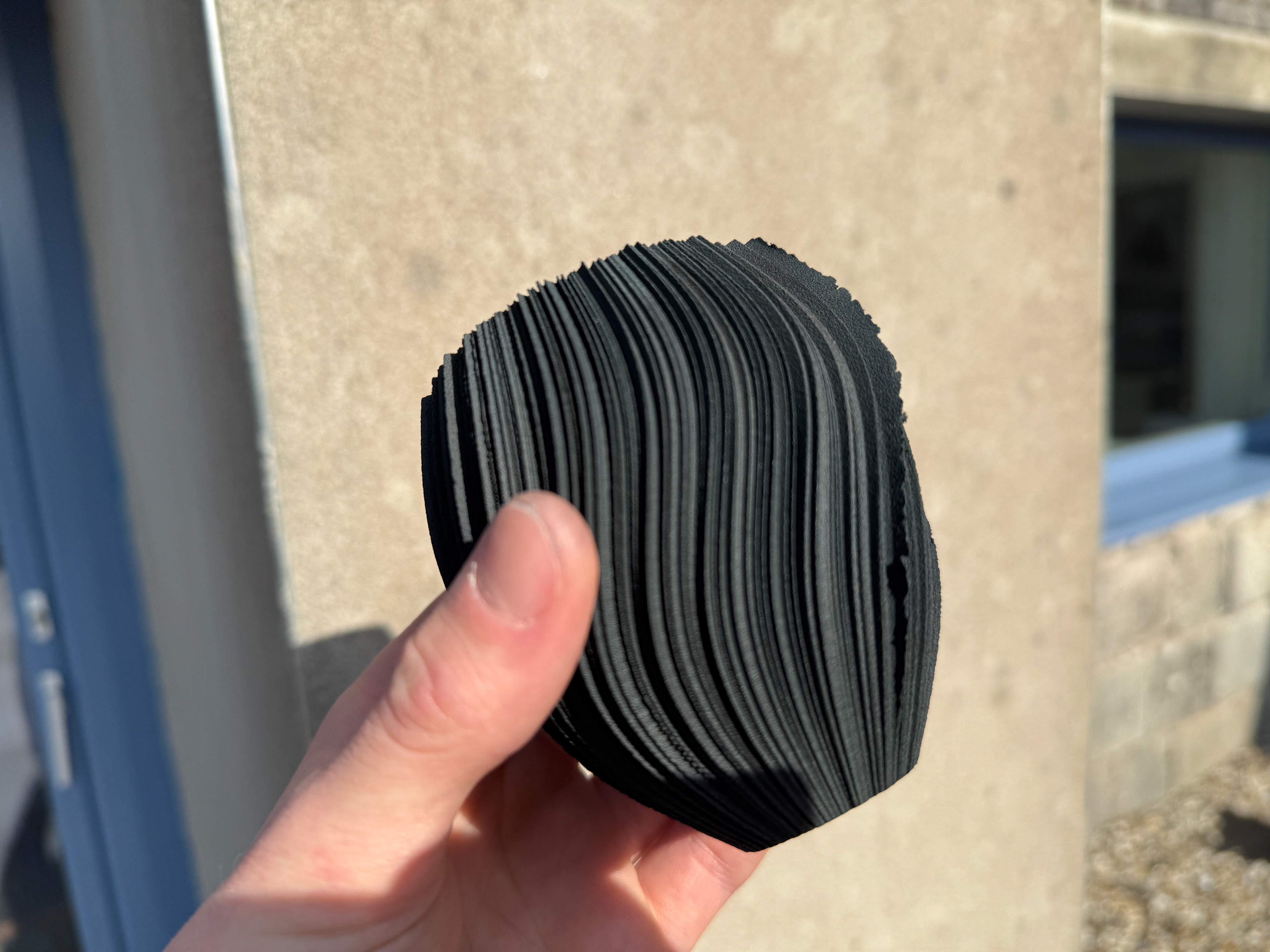
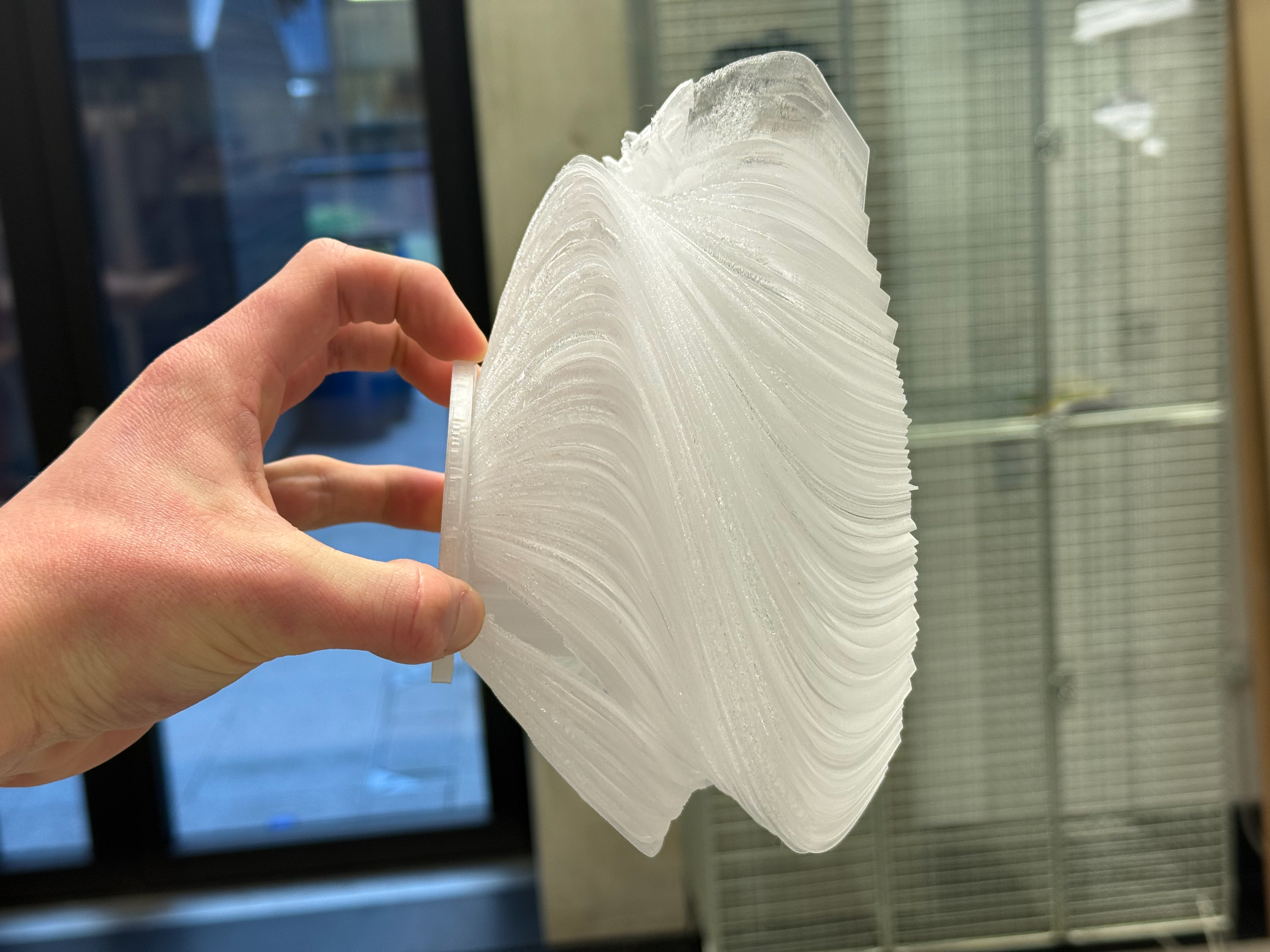
The flexibility of TPU95A

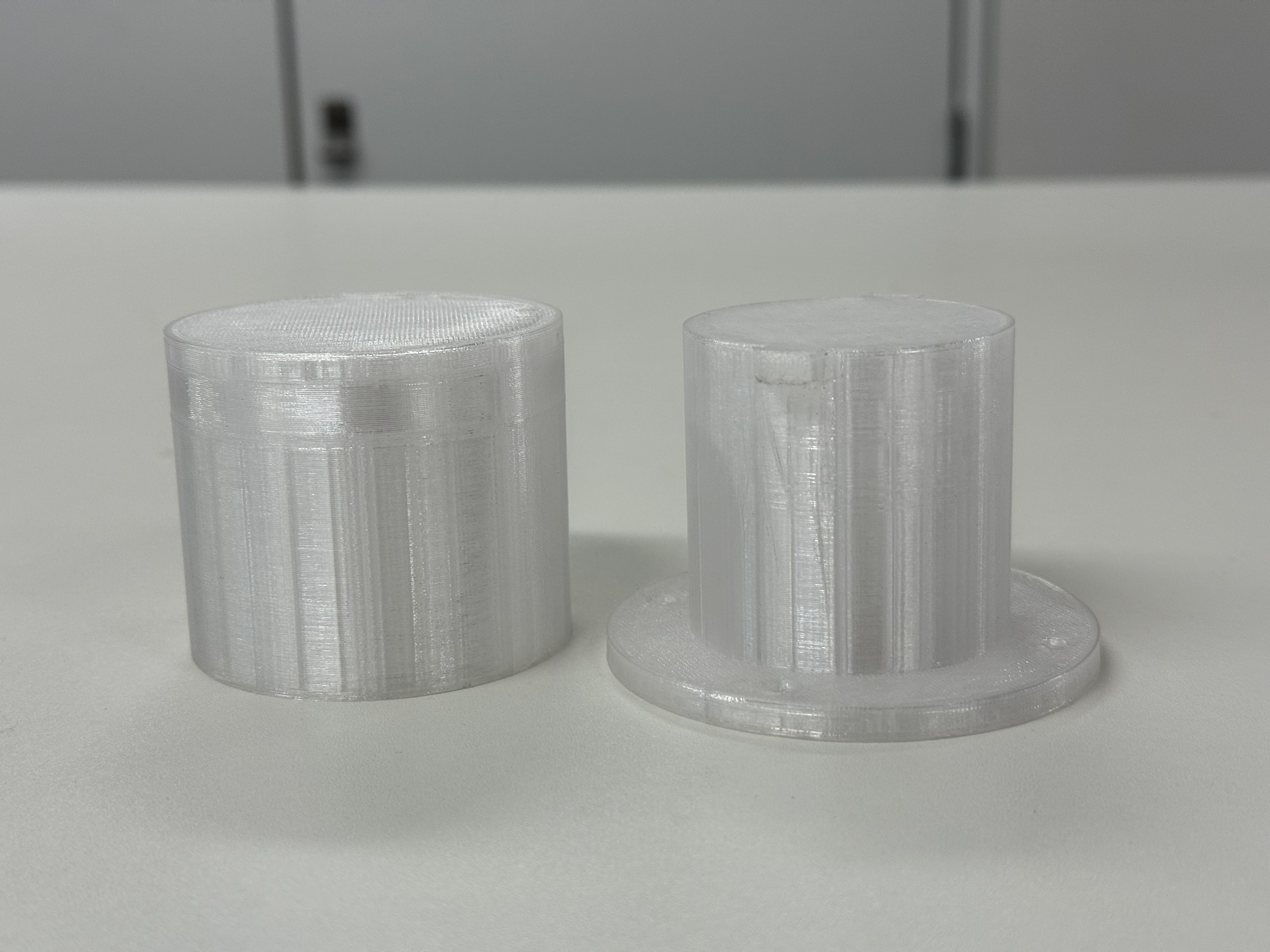
100% scale next to 50%

Compared to the first 100% model

The family of V8 showing the refinement development

The refinement process order

The family in order of refinement

The two identical prints
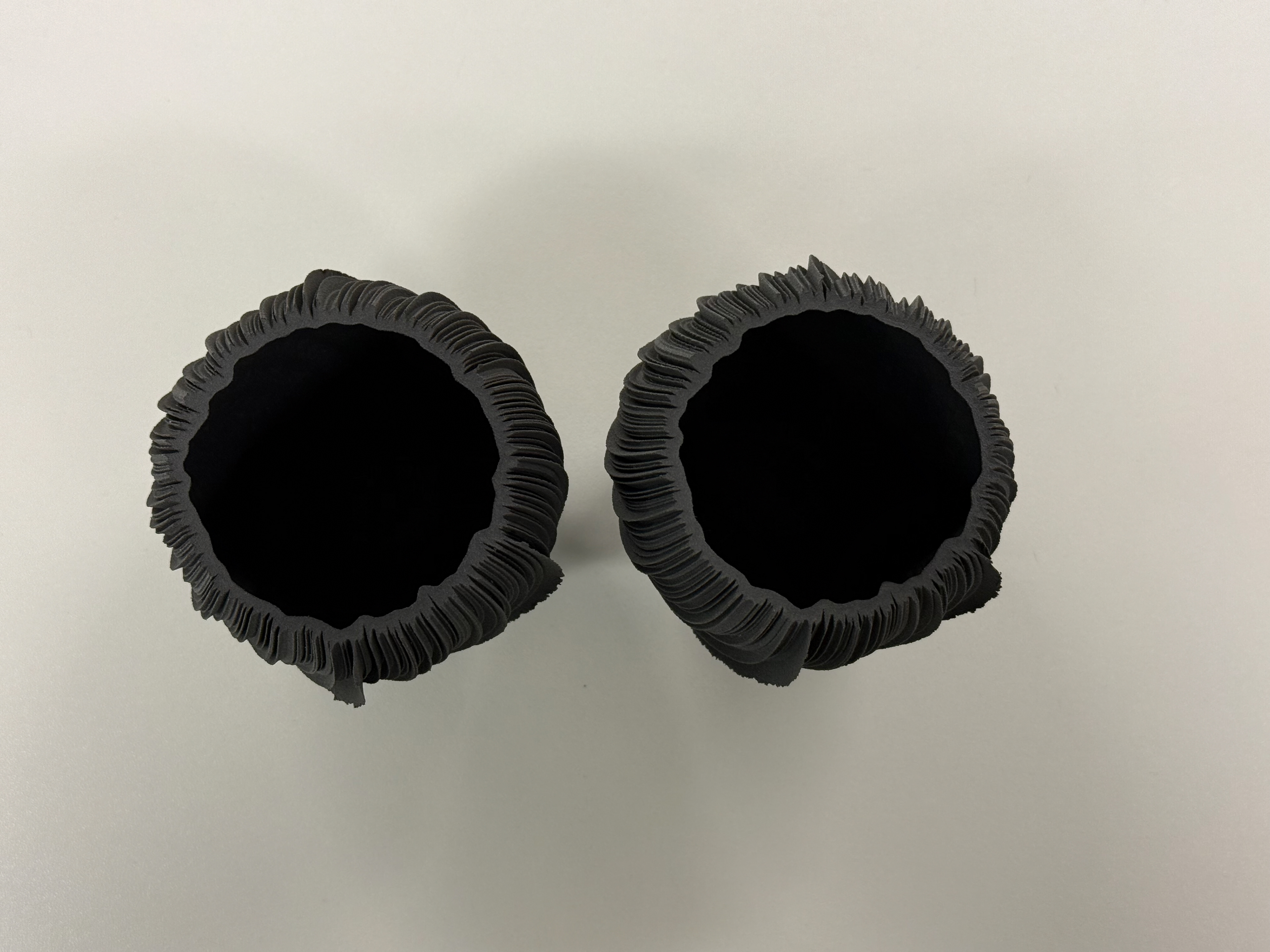
The two identical prints

Side profiles
Leading lines
Some of the print came out damaged which may just be because of how the pieces were laid out on the print bed

Boiling Water
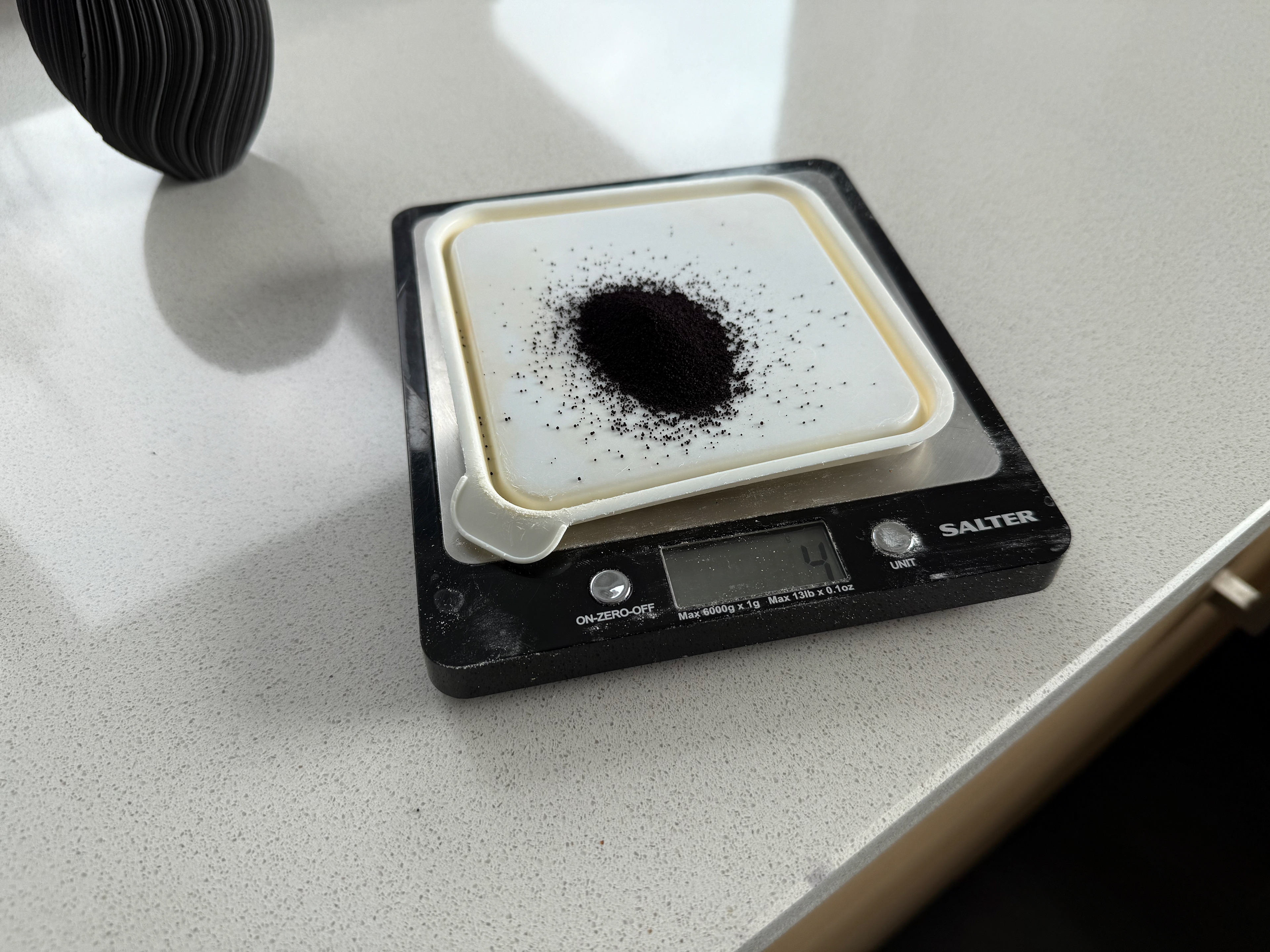
Measure out correct amount of power. 2 sachets (64g) = 1KG of fabric
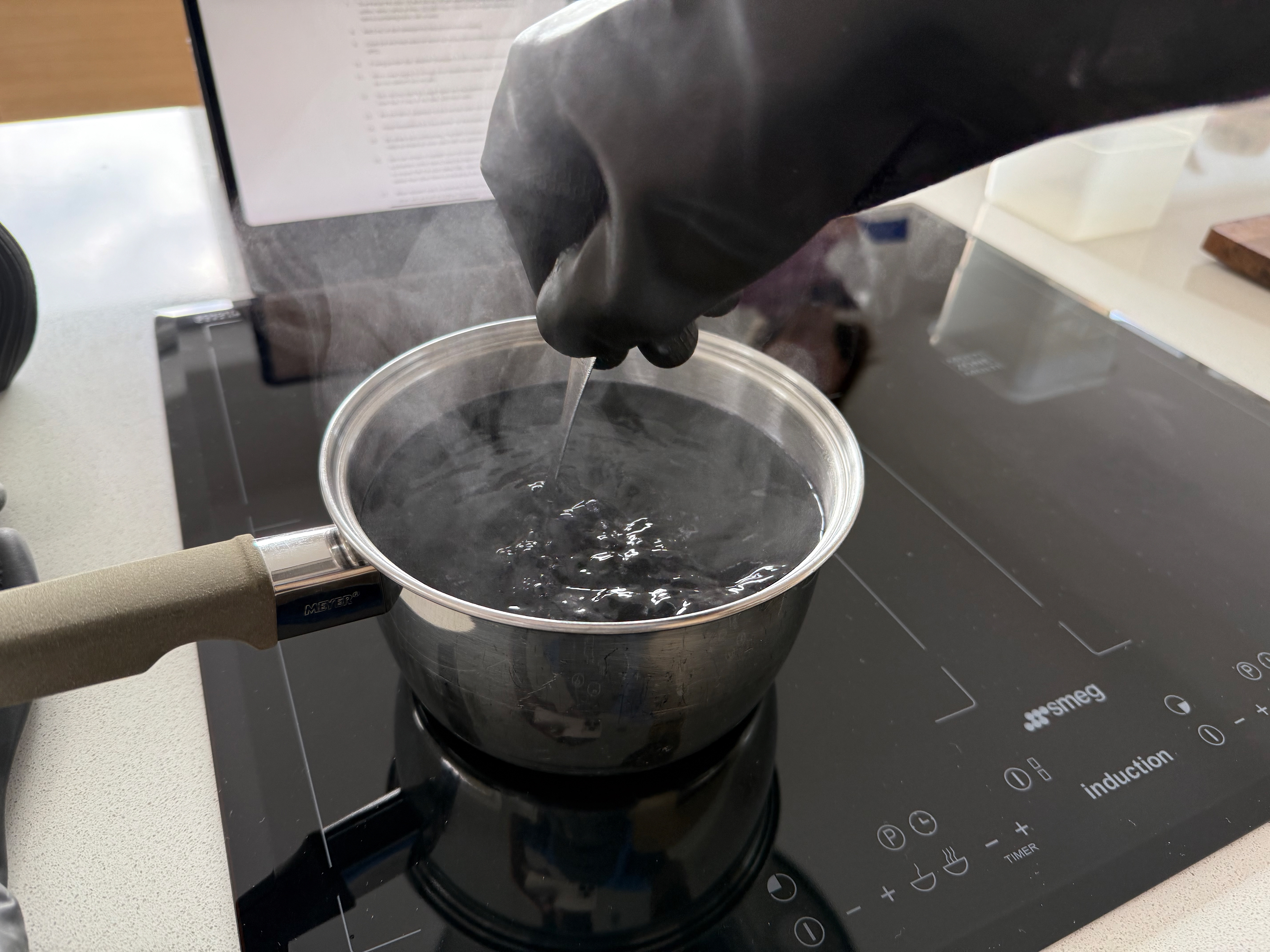
Stir the power into the boiling water

Check the dye is strong enough

Place object in

Move object around

After 30 minutes I took it out
Left upside down to dry

Pour liquid into container for reuse later on.



The tissue test
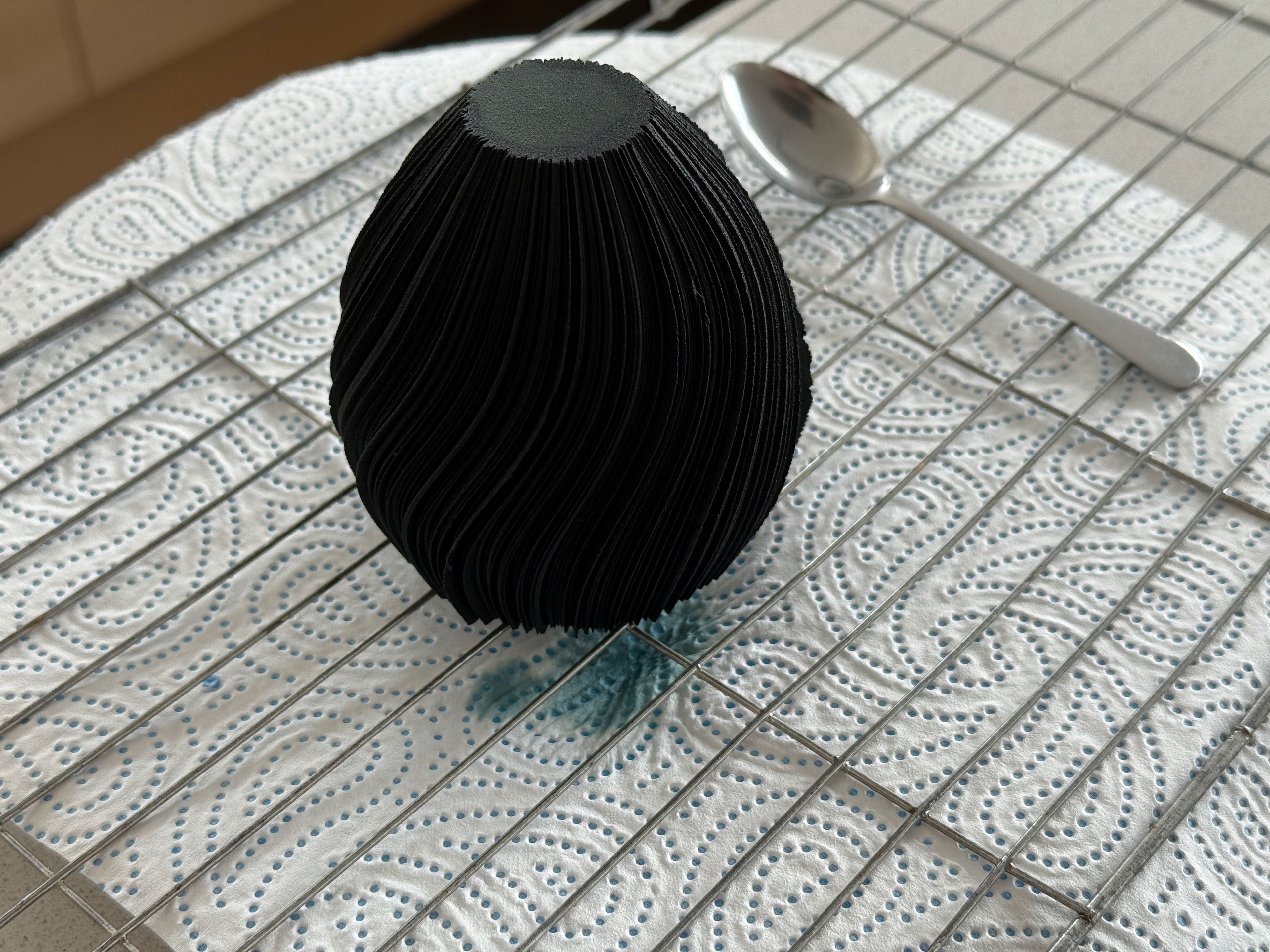
Drying, a small line looks like it wasn't properly submerged or the dye didn't take.
A fully dyed side

Next to the Navy Blue
In the natural sunlight

In the natural sunlight with the Navy Blue

Side by side on a table

Side by side next to the dye boxes

Power weighted out

Tissue colour test

Purple and Green

Purple and Green

Purple and Green

Purple and Green


Cura settings with supports
At this point in the print, I noticed a small issue - the print was flexing up which caused the extruder and casing to slightly catch on the side however it hadn't done any damage so I left it
Finished Print
The support's couldn't be fully removed without casing damage
There were still sections it failed to print but considering supports didn't help, there isn't much I can do
Cura settings

The printed piece
Piece inside the object
Doesn't hold it straight
Less tall and used the backing to stop slides
Cura Settings for both
Support block and part broken off
Support block and part broken off
Cura settings
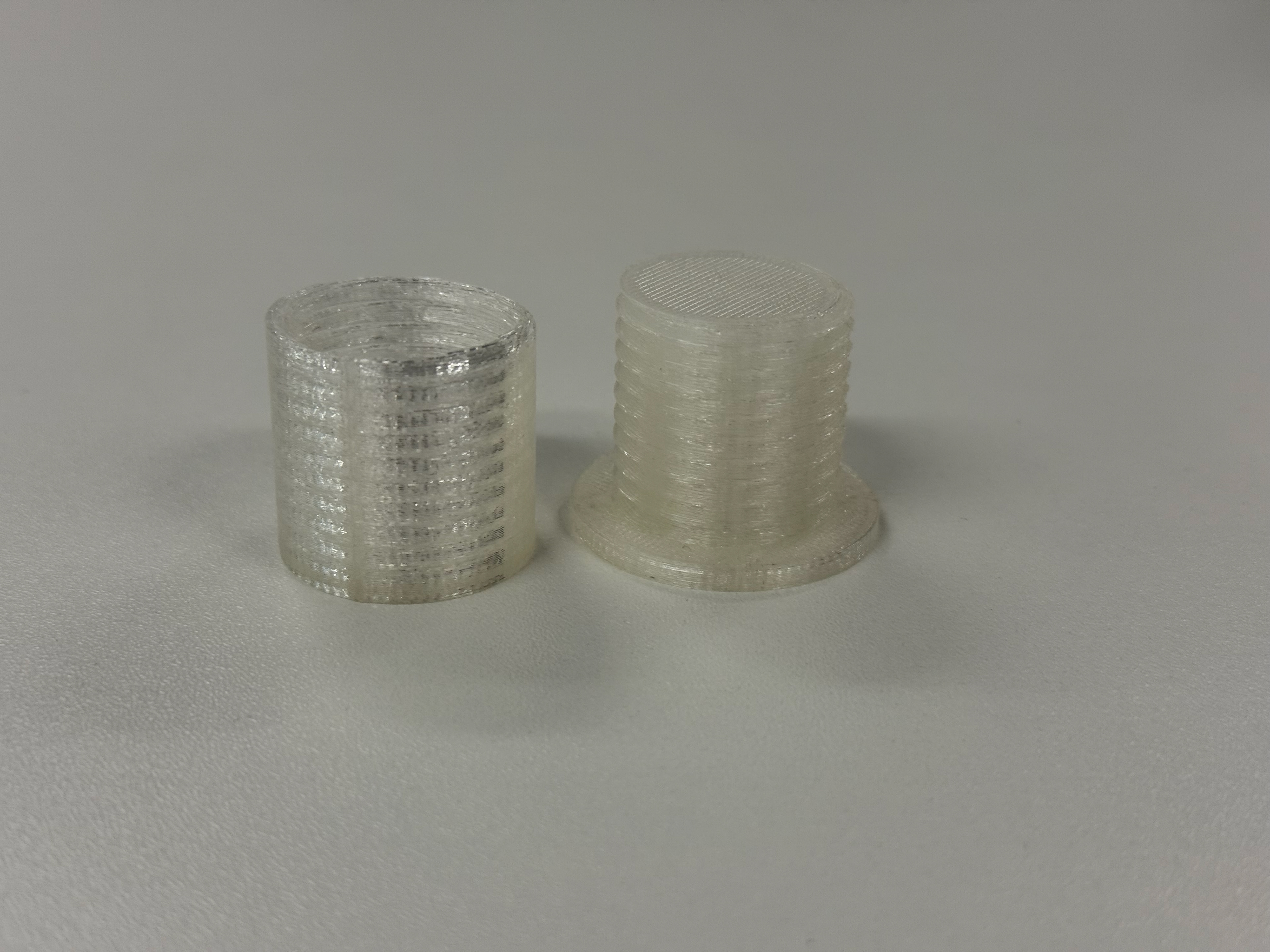
The two parts

I didn't account for tolerance
3% tolerance applied
Added screw holes
the two parts
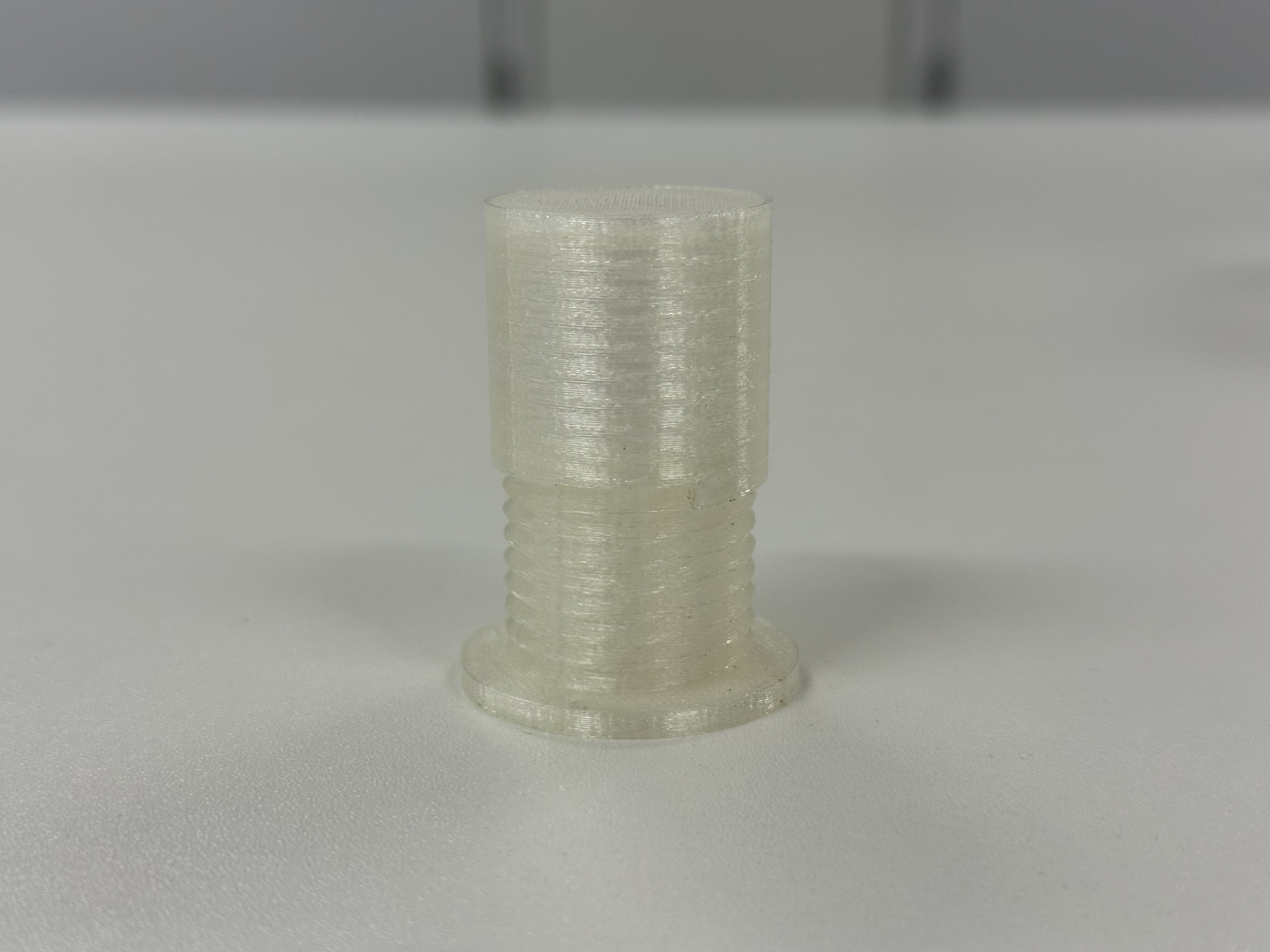
Still not enough tolerance
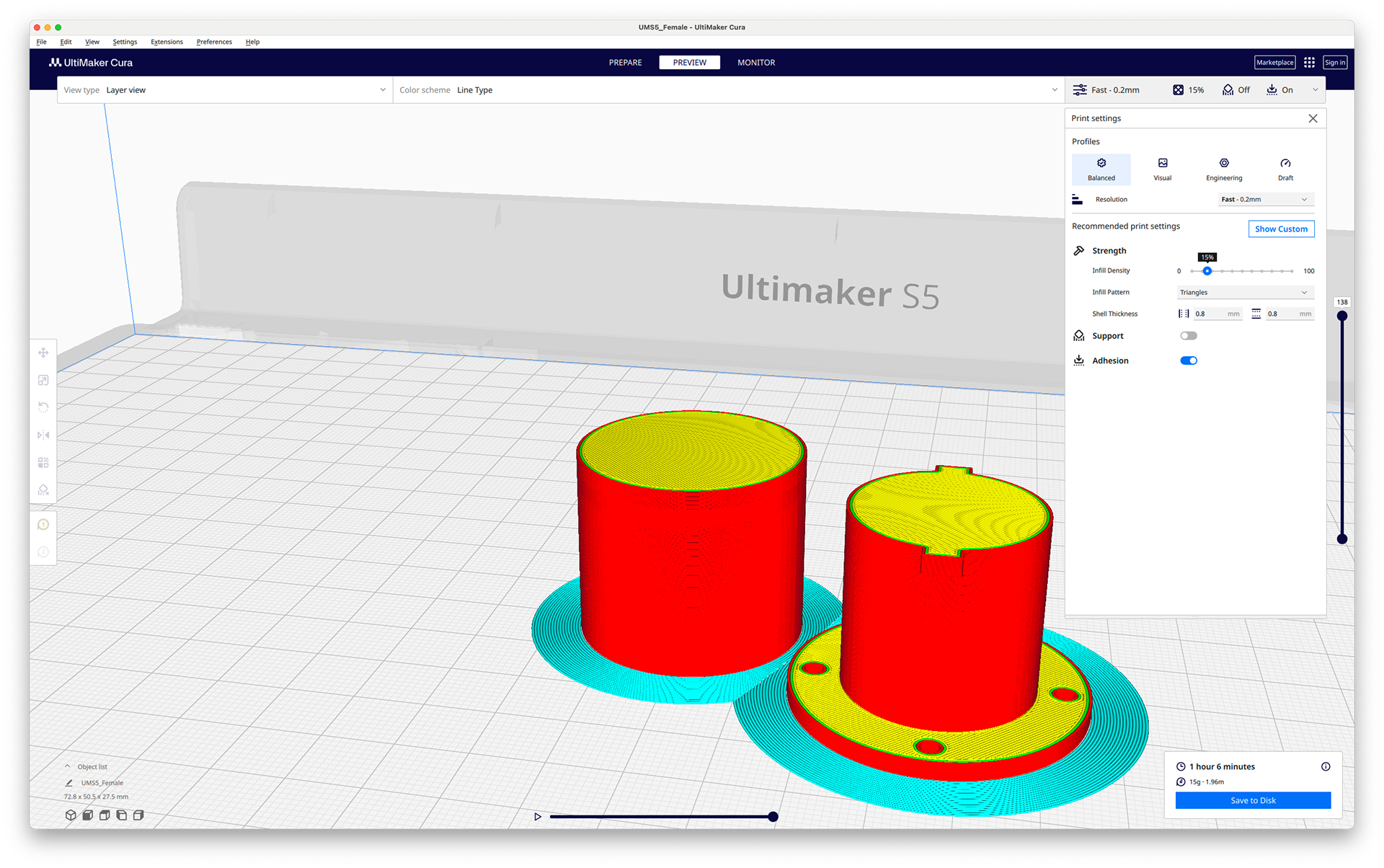
Cura settings
Fit together but slightly too small tolerance
Separate parts
Rescaled for tolerance
Fit together perfectly
Cura settings
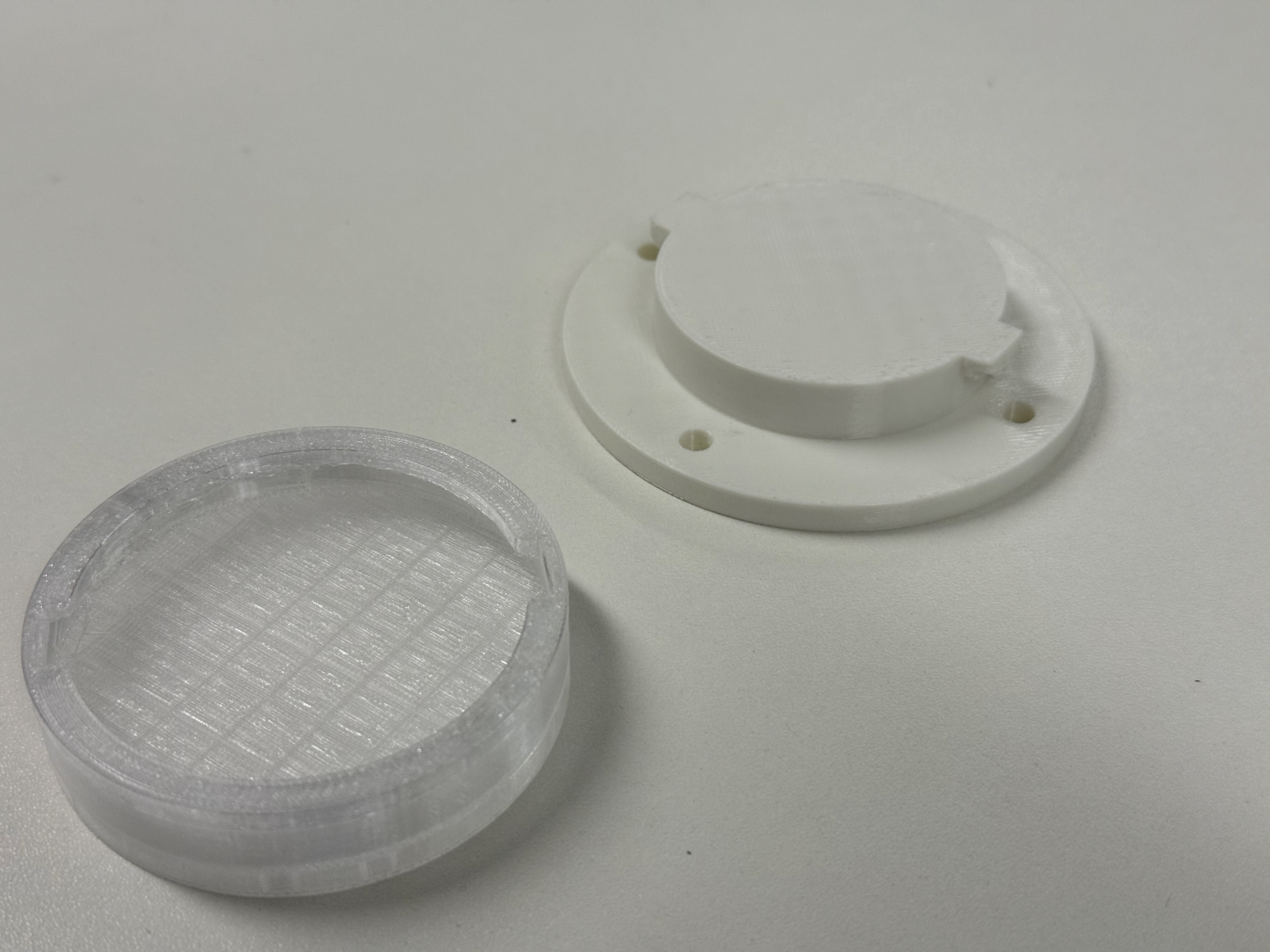
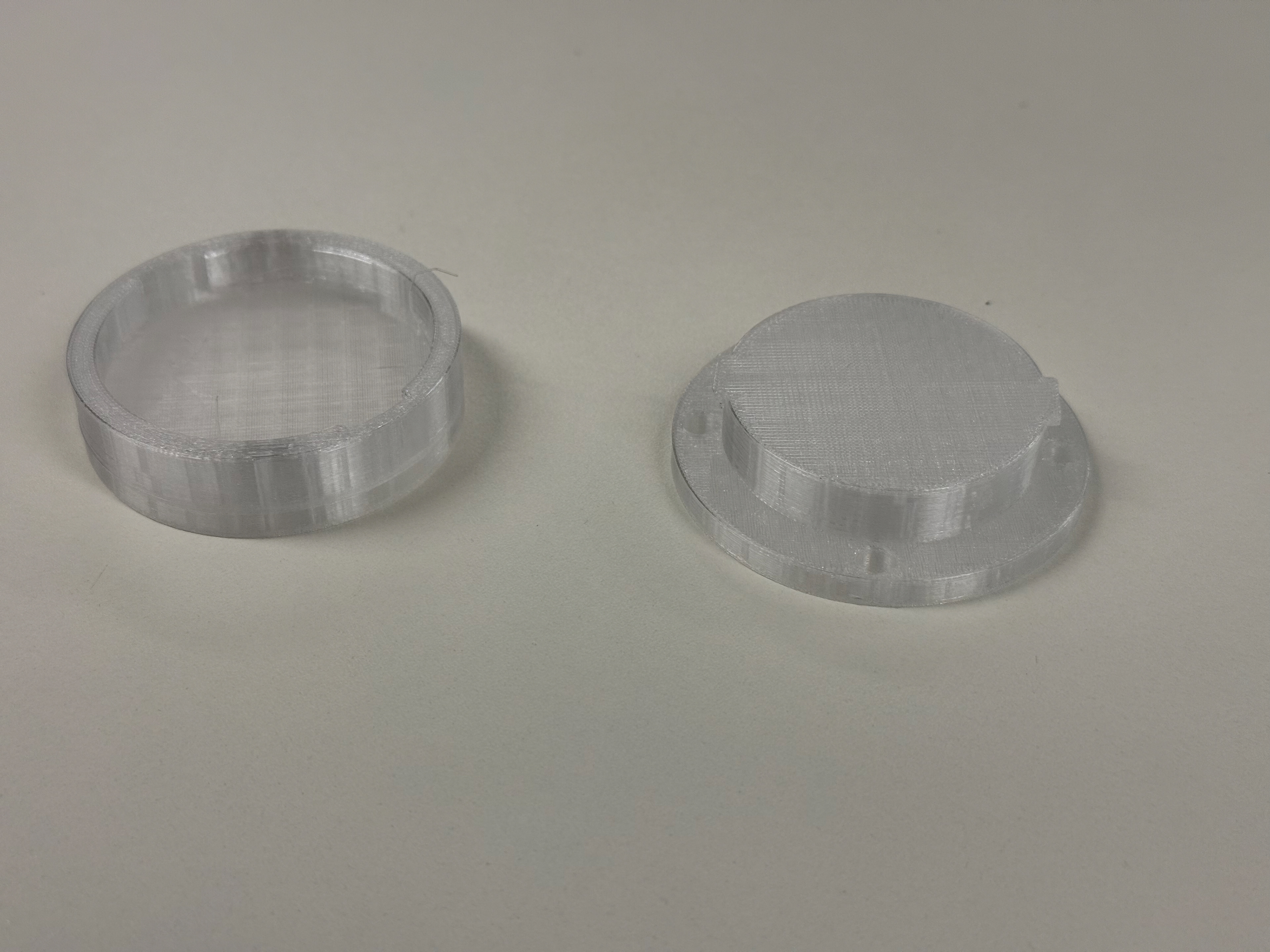
The two separate pieces
The combined piece
The gap between for the object to go into

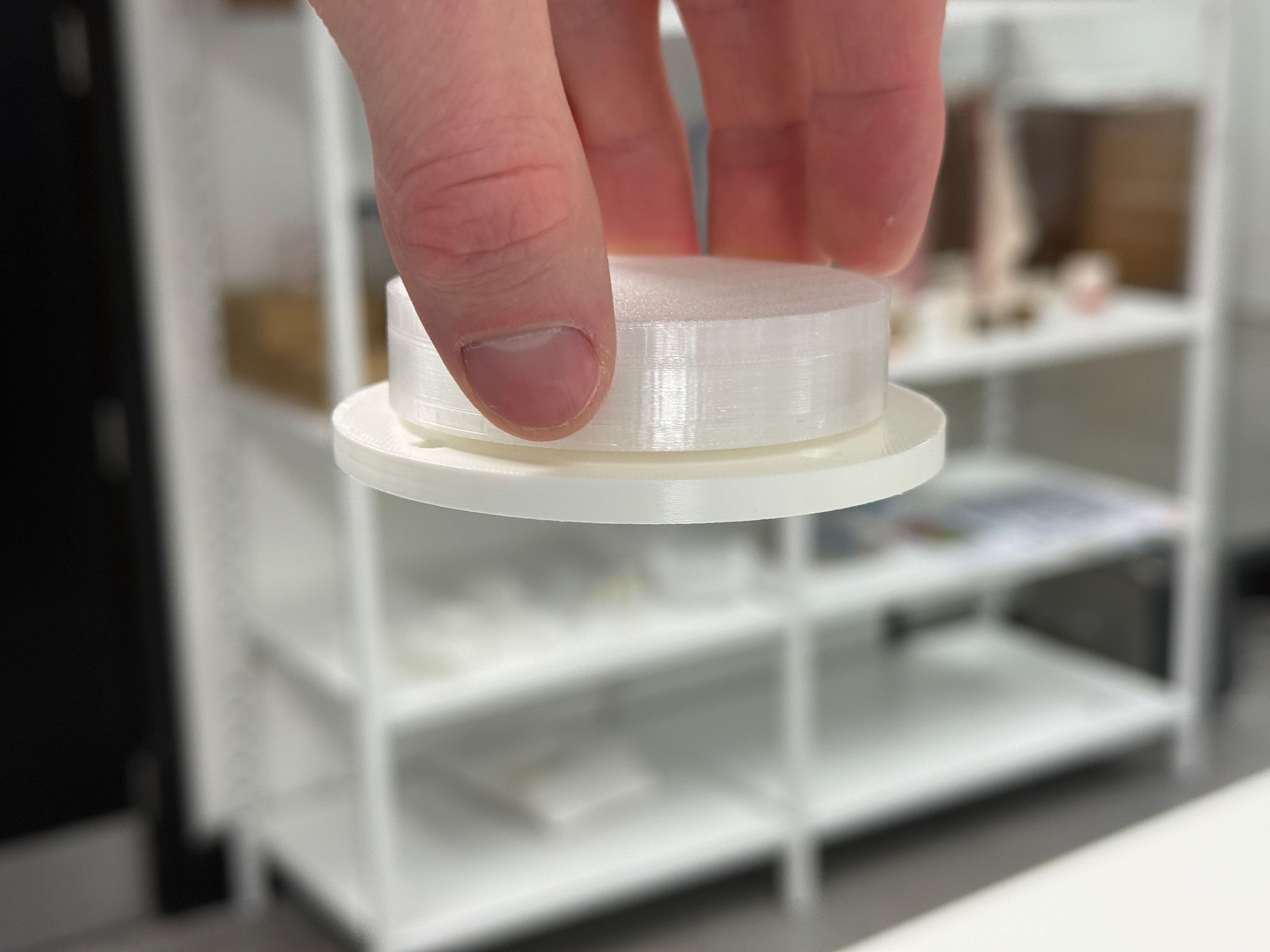
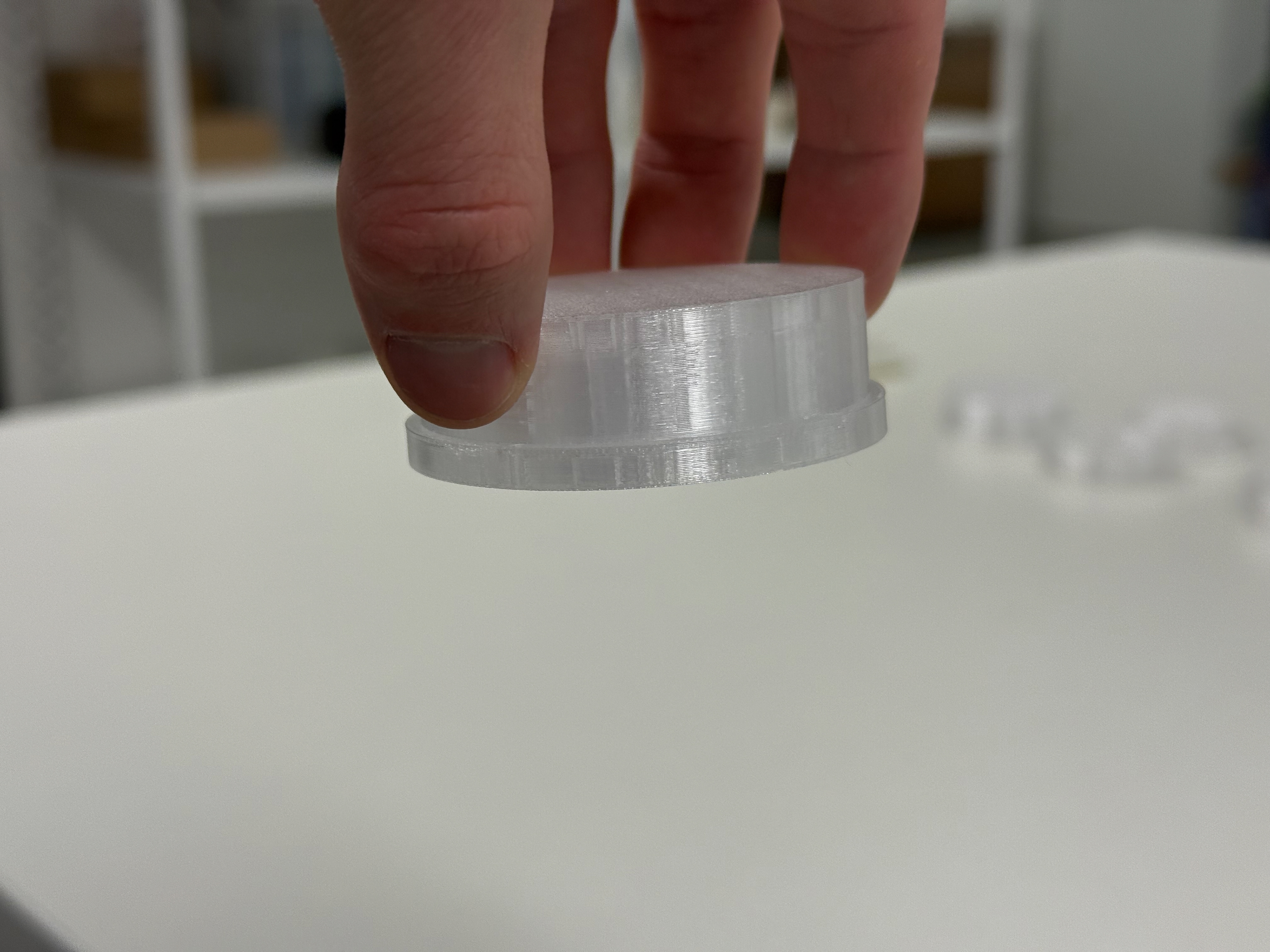
Inside fit
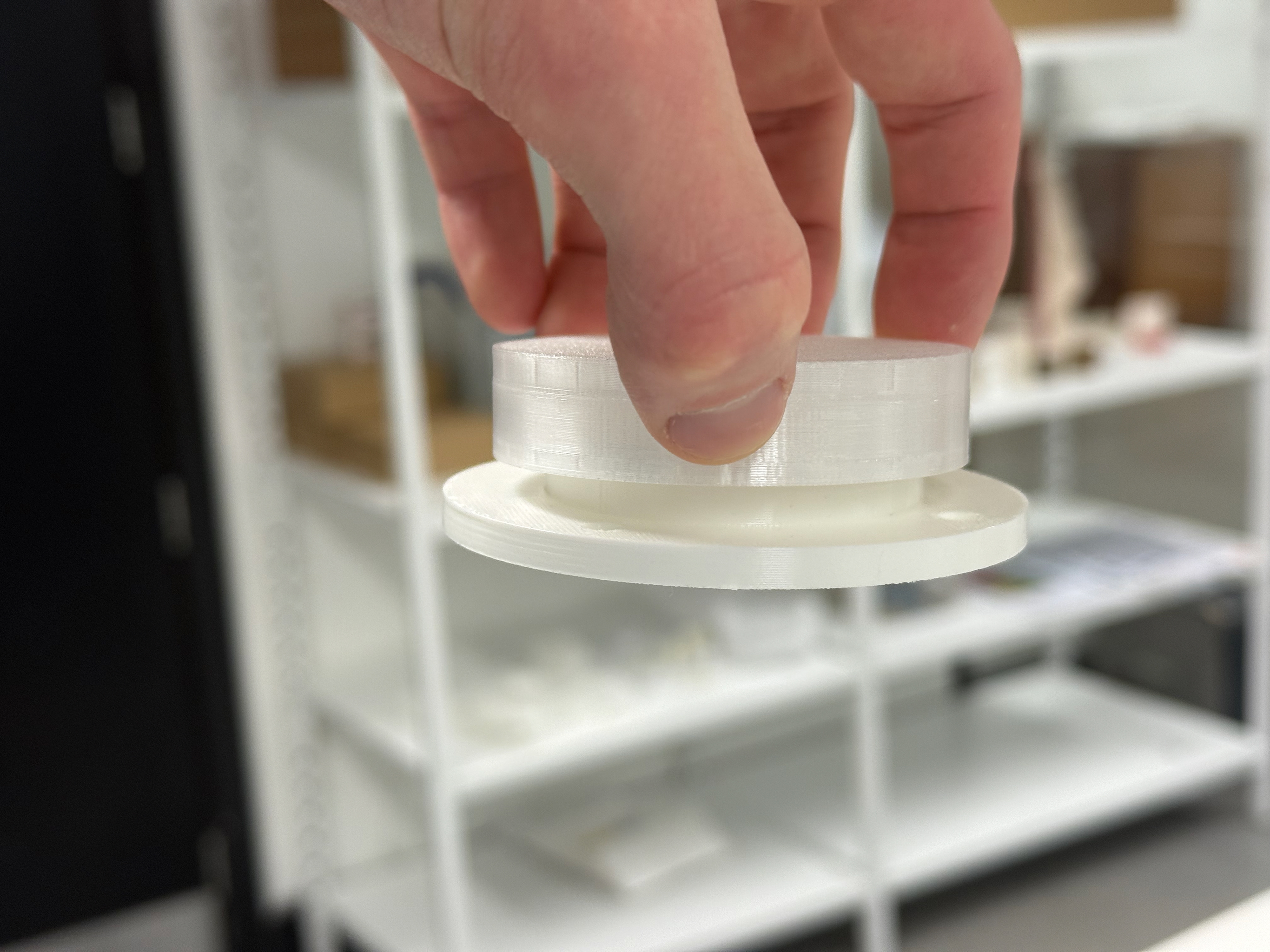
How well it holds the object
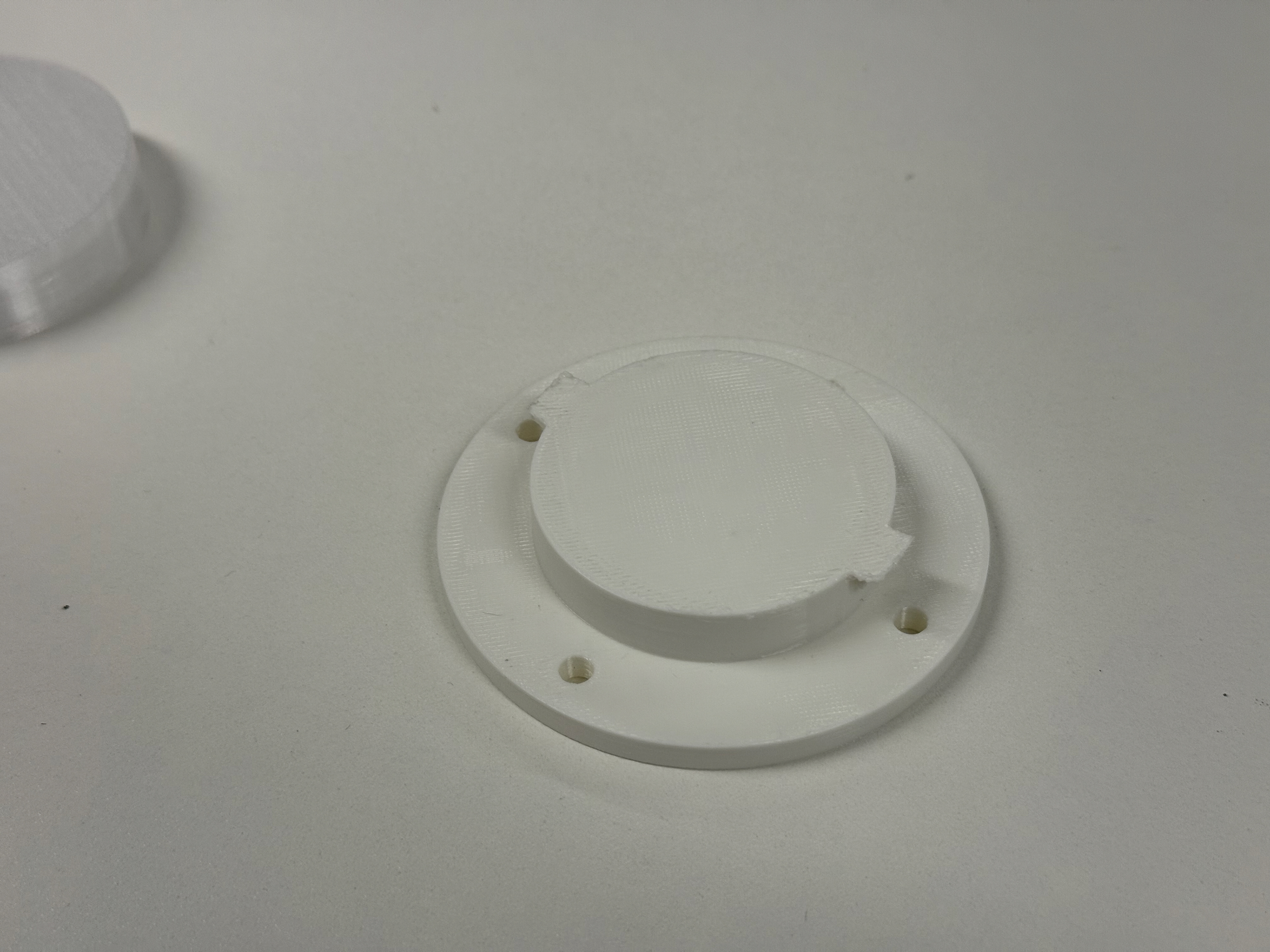
Slightly too large diameter which caused it to break my object
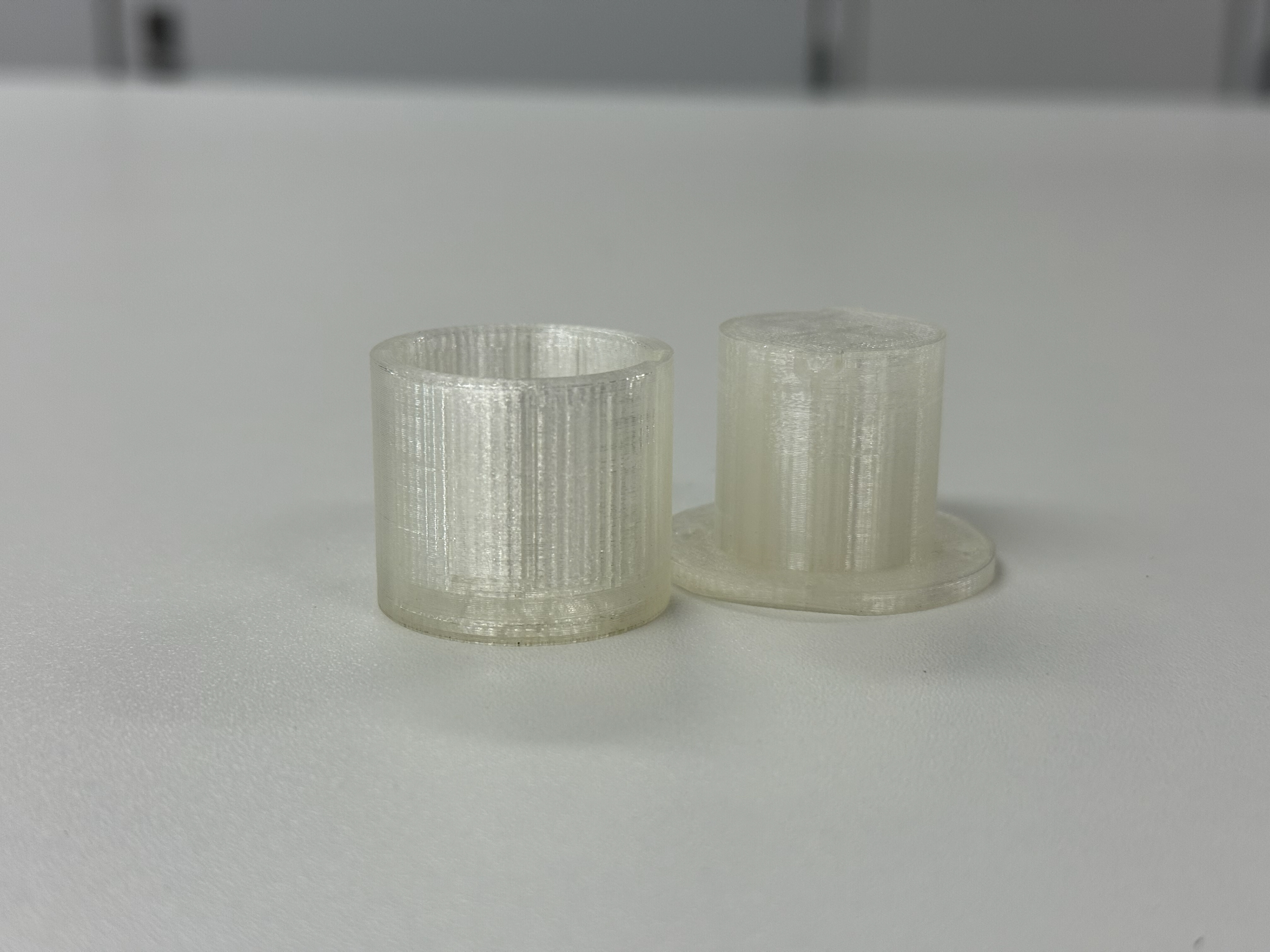
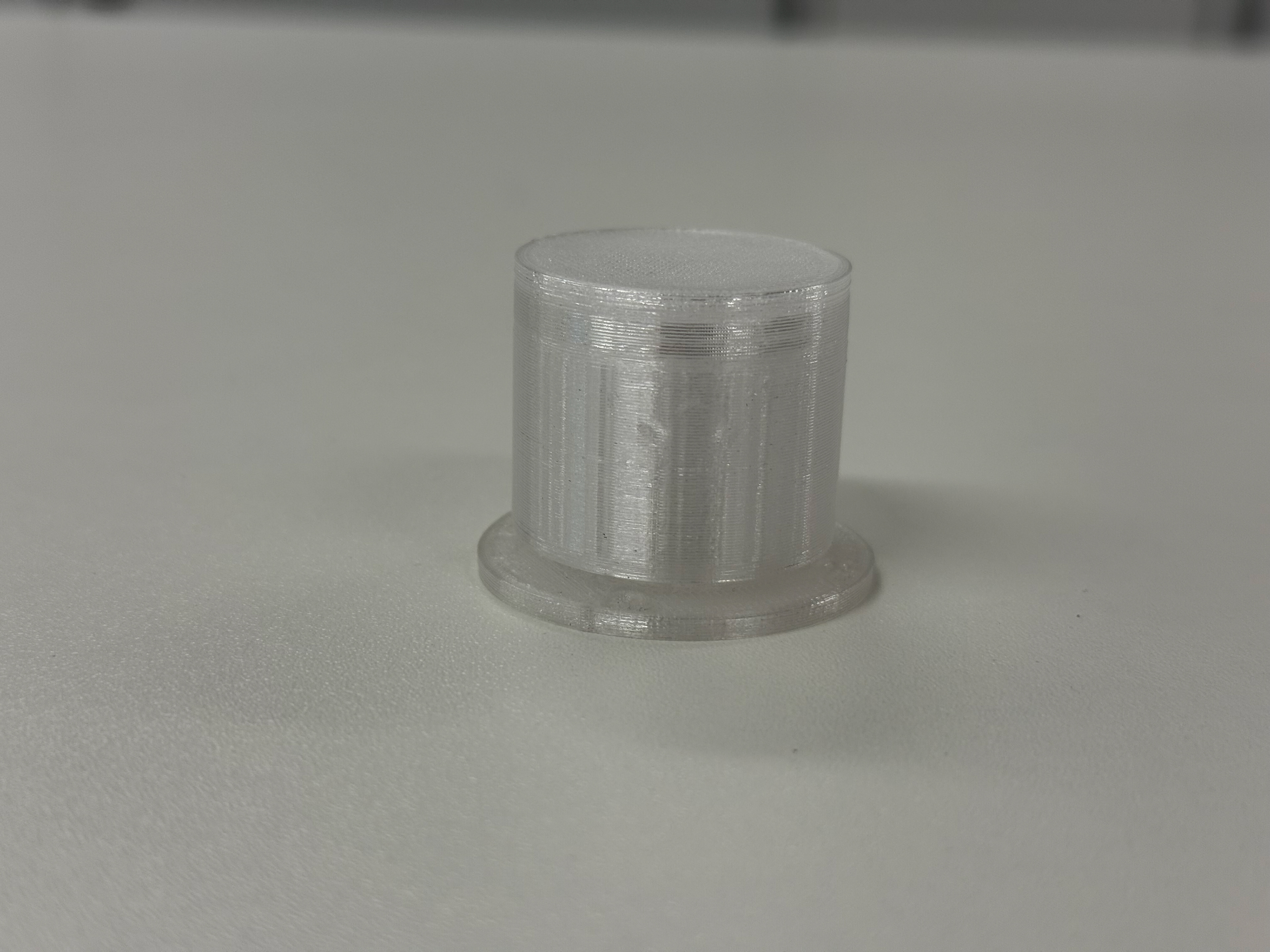
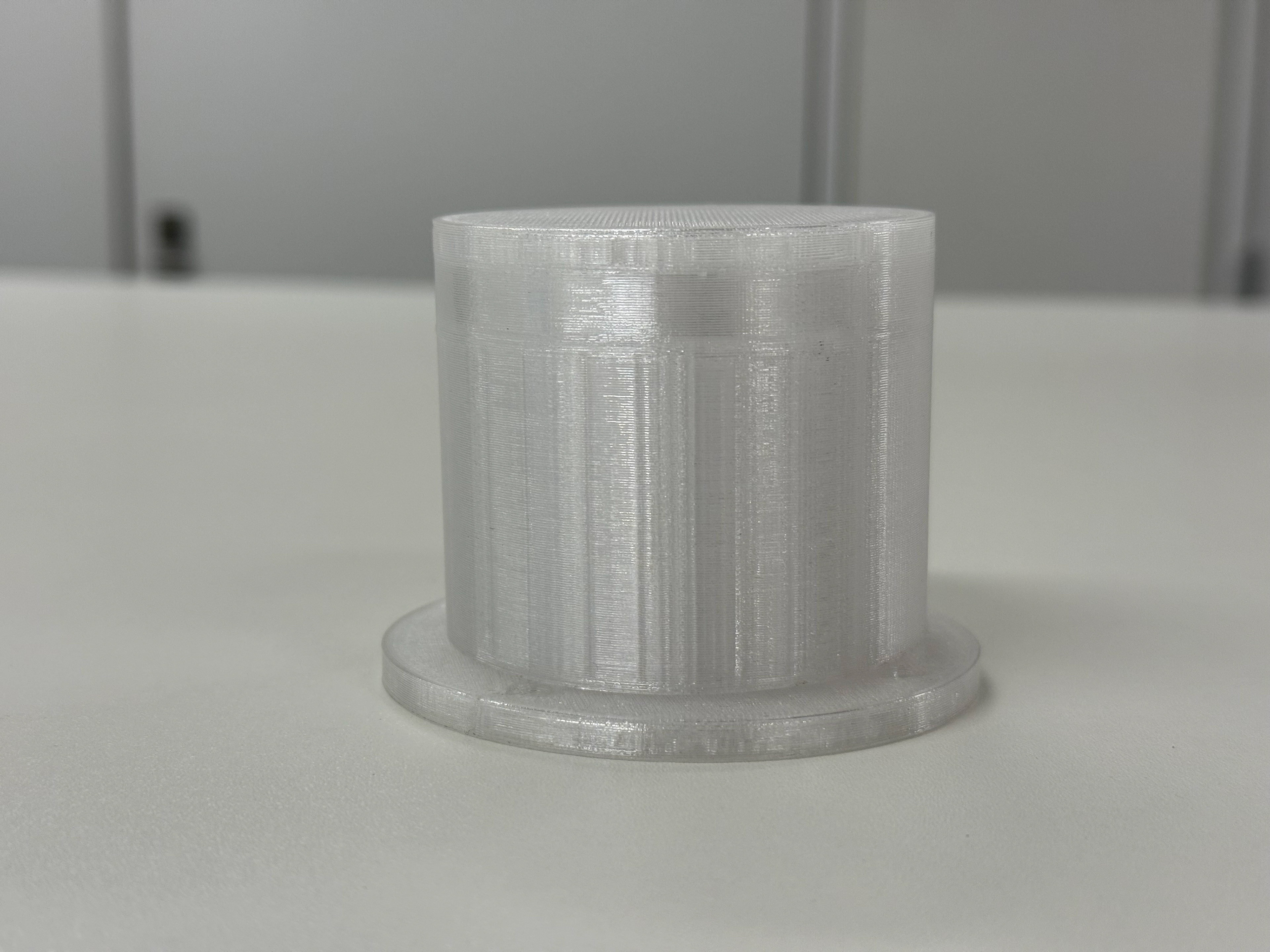
PETG top part and the 20% infill base
Holds together well

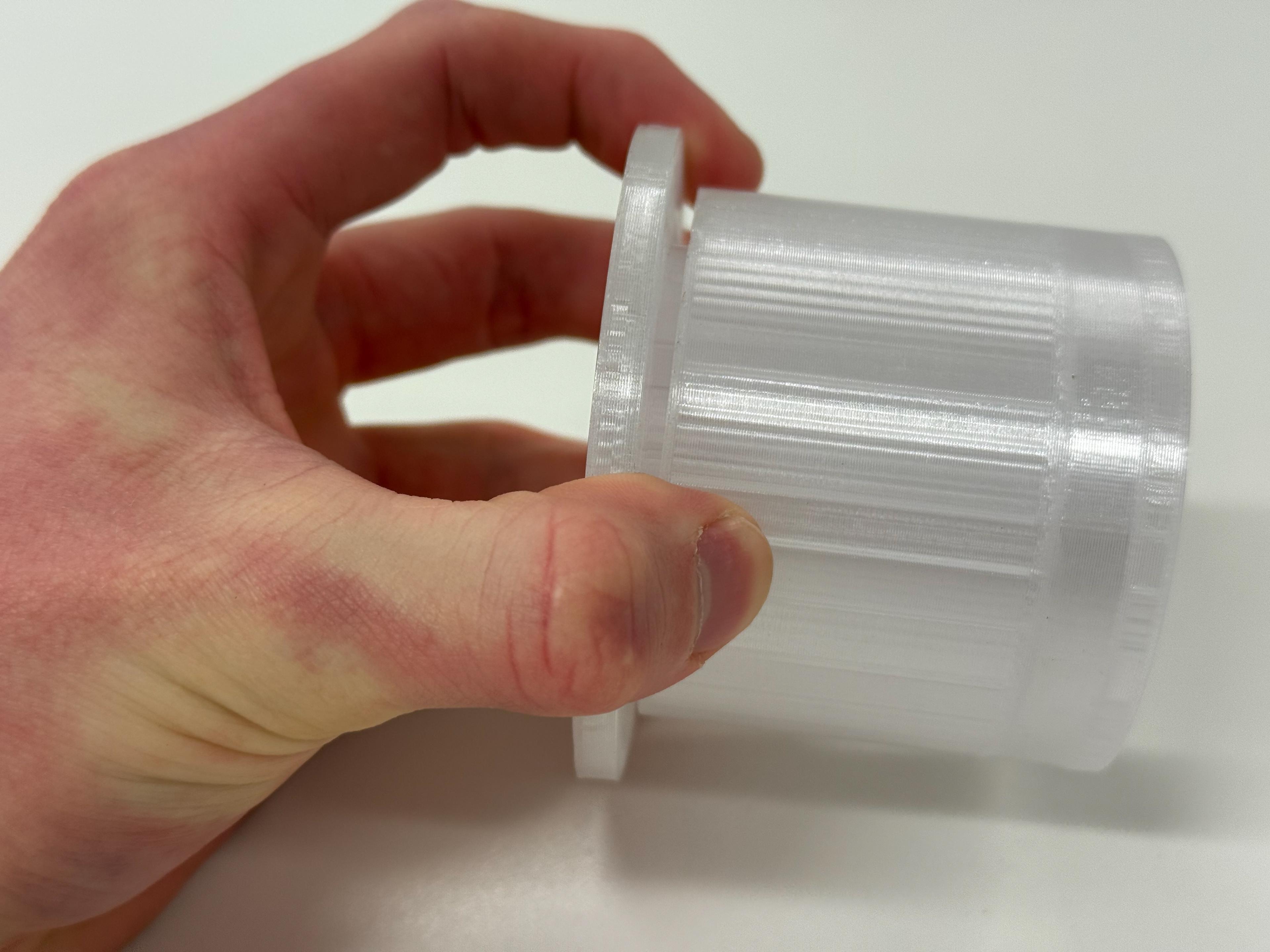
Very hard to move the tabs inwards
The 10% infill base
Doesn't hold together quite as well

Still very hard to move the tabs inwards
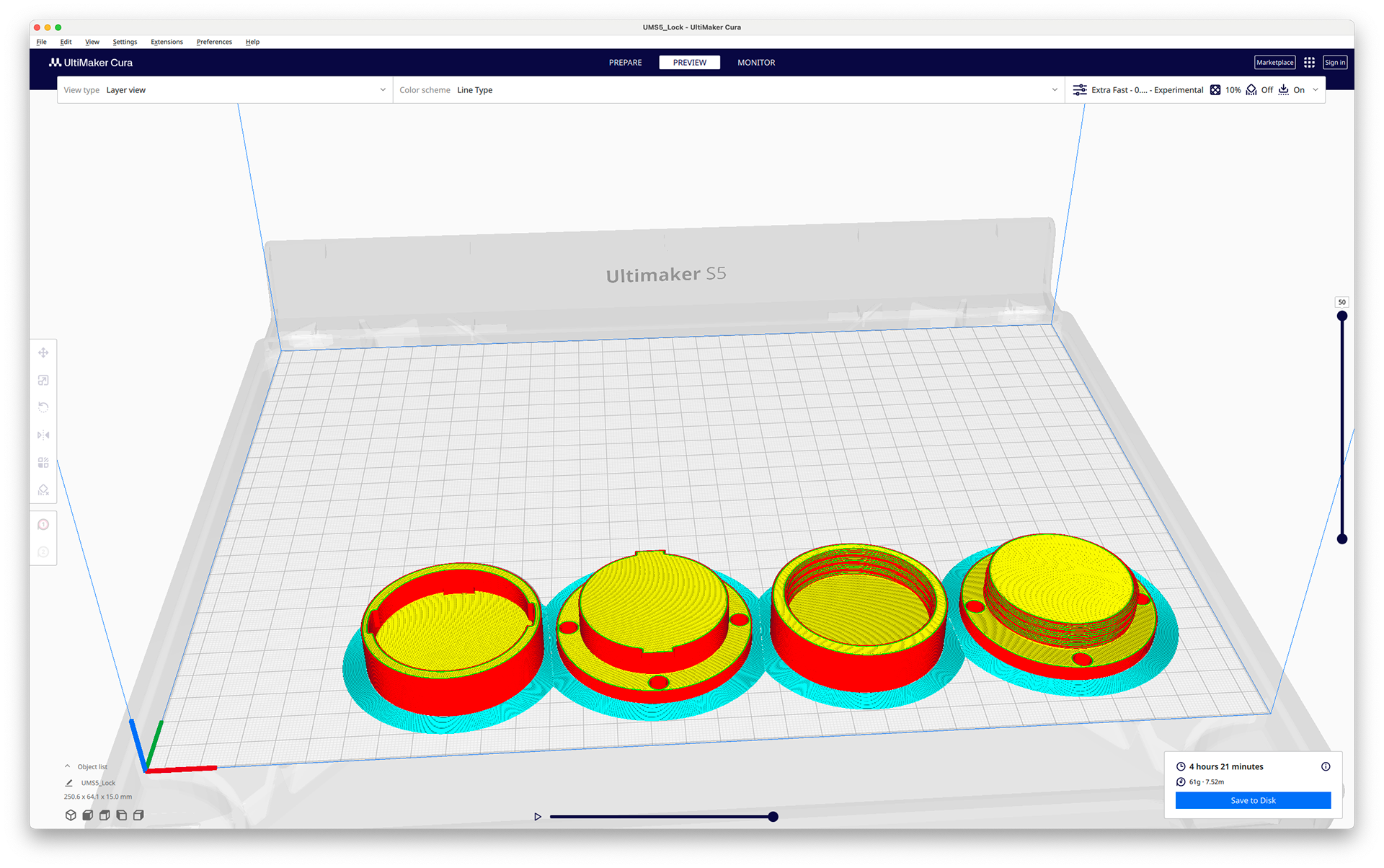
Cura layout for both prints
Version 9 two pieces
Holds well but with just a bit of force they come apart very easily
Version 10 two pieces